5238-E P-242
SECTION 9 CONTOUR GENERATION
Example 2:
LE33013R0301100030014
Where:
LE33013R0301100030015
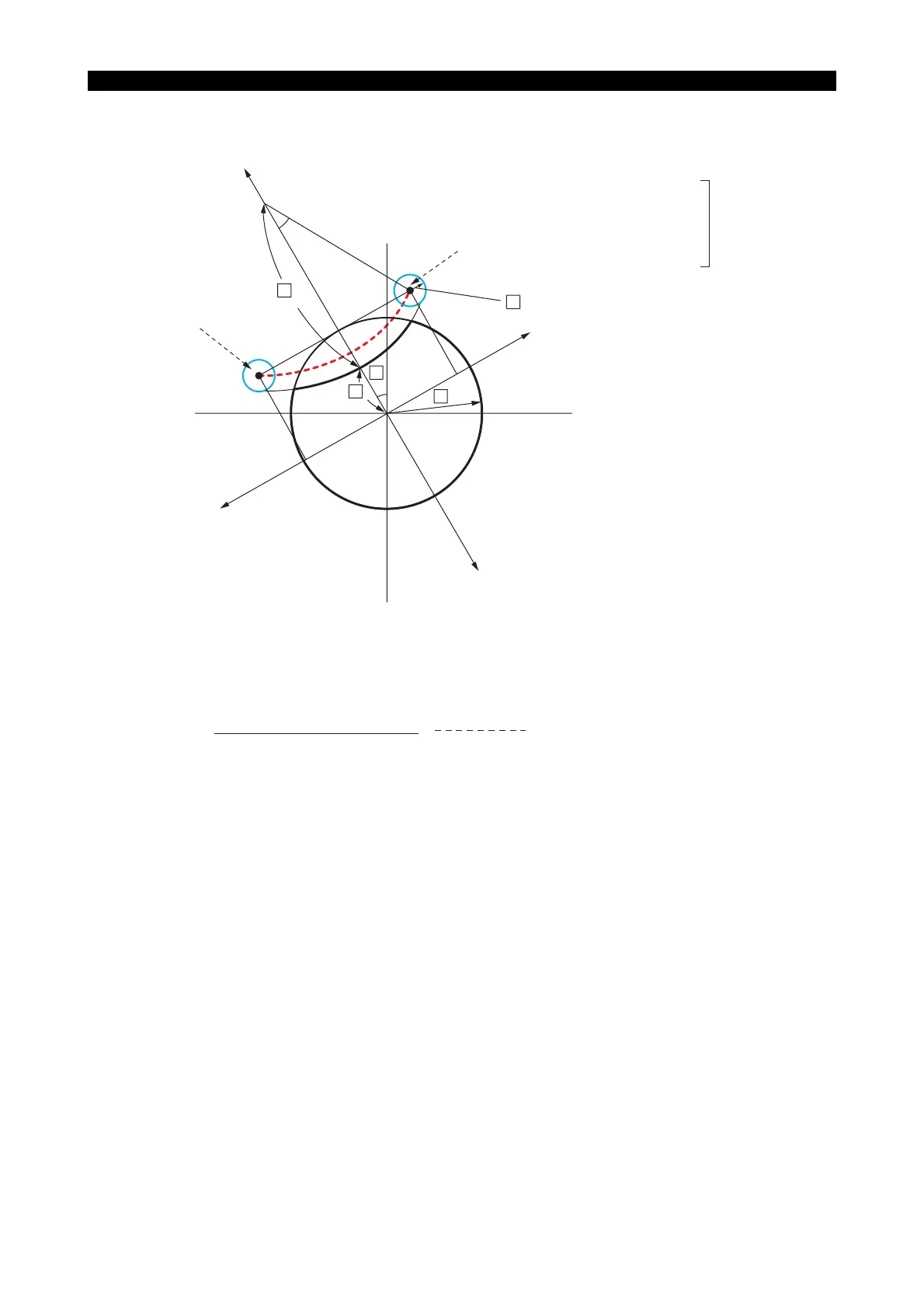
Assuming r = 220 mm, ç= 60 mm, θ = 30, R = 20 mm and D = 250 mm, then value A will be greater
than 29.6°. Use 35° for value A.
V1 = R (cutter radius)
The cutter radius R should be set for common variable V1 in advance.
+Y
A
C90
C180 C0
r
R
A
l
D/2
+X
-X
-Y
C270
Start point A
End point B
r = radius of arc to be cut
ç = depth of cut
θ = angle
R = cutter radius
D = workpiece diameter
Data to be
designated:
The X and Y coordinate values of the start
point can be calculated as follows:
X = (r - R) sinA
Y = r + ç - (r - R) cosA
A = cos
-1
(ç + r)
2
+ (r - R)
2
- (D/2 + R)
2
2(ç + r)(r - R)
(∗)