5238-E P-64
SECTION 6 OFFSET FUNCTION
• Example of an ideal program for entry into the compensation mode:
LE33013R0300800090004
In this program, the G42 block contains only a Z word, and points N2, N3 and N4 are all
positioned on the same straight line.
• Either G00 or G01 must dominate the operation mode when entering into the tool nose radius
compensation mode. Otherwise, an alarm will occur.
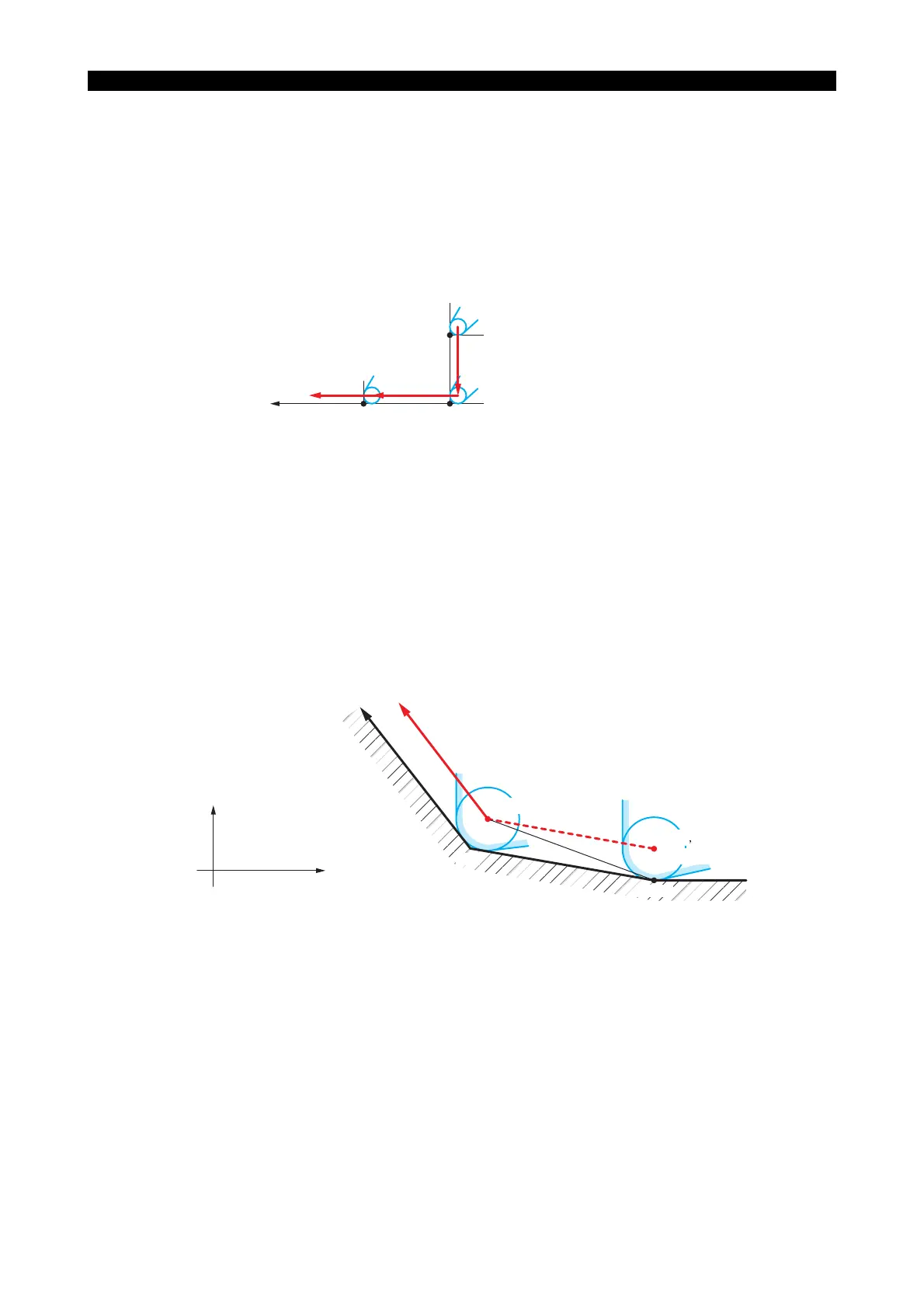
• When neither an X nor Z word is presented at the start up of the tool nose radius compensation
mode, or when the point where the axes are presently located is specified in the start-up block,
positioning is executed so that tool tip circle comes in contact with the segment passing through
the designated coordinates and the coordinates in the next sequence. The tool nose radius
compensation motion is activated from the following sequence.
LE33013R0300800090005
With the program above, the tool tip circle is positioned so that it comes into contact with
segments N2N3 and N3N4. That is, the blocks of commands after N3 sequence are all
executed in the tool nose radius compensation mode.
N1
N2
N3
G00
G42
X100
X80
Z100
Z90
S1000 T010101 M3
F0.2N4 Z50G01
::
N4
N3 N2
N1
X+
Z+
N4
N3
( Z3c, X3c )
( Z1c, X1c )
( Z2c, X2c )
N2,N1
Workpiece
N1
N2
N3
G00
G42
X100
X60
X100
Z100 F0.2
Z80
S1000 T010101 M3
N4 Z50