5238-E P-83
SECTION 6 OFFSET FUNCTION
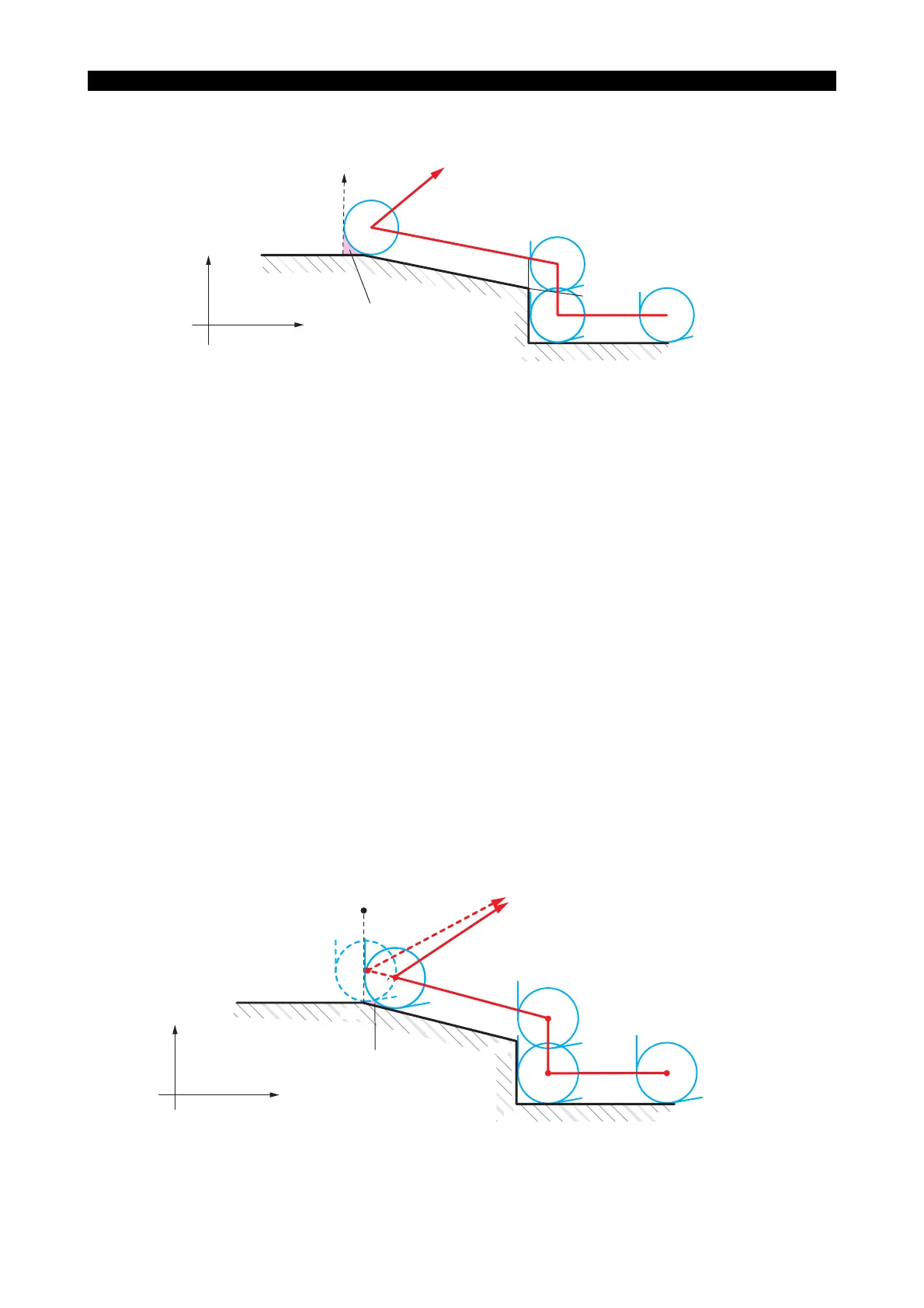
• Eliminating possible overcutting along Z-axis, see the program below:
LE33013R0300800110005
I and K words specified in the G40 block allow the tool to move to the point where the tool nose
R is brought into contact with both line N3 - N4 and line N4 - N5.
I and K command with G40
In the block containing G40, by entering I and K words that specify the imaginary point along with X
and Z words that specify the point where nose radius compensation is canceled, unnecessary axis
motion required in conventional canceling program is eliminated.
LE33013R0300800110006
Portion left uncut
due to round tip
X+
Z+
N4
N5
N5
N3
N2
N1
N2
N3
N4
Z60
F0.2
X130
Z20
N1 G42 G01
N5 X300 Z300G40 G00
X100
X120
Z100 S1000 T010101 M03
I10
X+
Z+
N4
N3
N2
N1
N5
O4
O4
O3
O2
O1
N2
N3
N4
Z60
F0.2
X130 Z20
N1 G42 G01
N5 X300 Z300 I10 K0G40 G00
X100
X120
Z100 S1000 T010101 M03
Imaginary point for
positioning N5' (I, K)
Portion left uncut
due to round tip