CYLINDER BLOCK AND
LlNERS-G.2
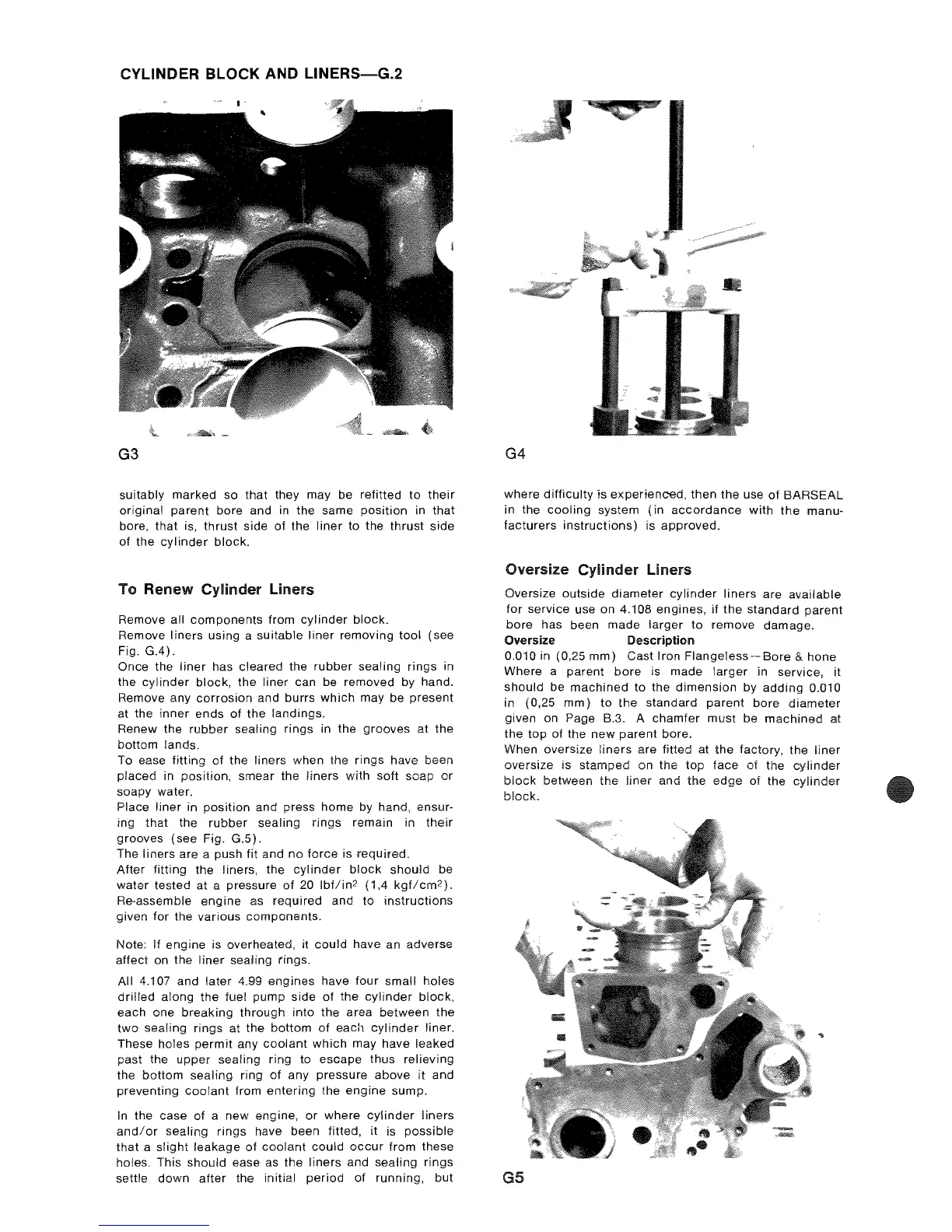
G3
suitably
marked
so
that
they may be refitted
to
their
original
parent
bore
and in the same
position
in that
bore, that is,
thrust
side of the
liner
to the
thrust
side
of
the
cylinder
block.
To Renew Cylinder
liners
Remove all
components
from
cylinder
block.
Remove
liners
using a suitable
liner
removing tool (see
Fig.
G.4).
Once the
liner
has cleared the
rubber
sealing rings in
the
cylinder
block,
the
liner
can be removed by hand.
Remove any
corrosion
and burrs
which
may be present
at the
inner
ends
of
the landings.
Renew the
rubber
sealing rings in the
grooves
at
the
bottom lands.
To ease
fitting
of
the liners when the rings have been
placed in position, smear the
liners
with
soft
soap
or
soapy water.
Place
liner
in
position
and
press home by hand, ensur-
ing that the
rubber
sealing
rings
remain in
their
grooves
(see
Fig.
G.5).
The liners are a push fit and
no
force
is required.
After fitting the liners, the
cylinder
block
should
be
water
tested at a pressure
of
20
Ibflin
2
(1,4
kgflcm2).
Re-assemble
engine
as
required
and
to
instructions
given
for
the
various
components.
Note:
If
engine
is overheated, it
could
have an adverse
affect on the
liner
sealing rings.
All 4.107 and
later
4.99
engines
have
four
small holes
drilled
along the fuel pump
side
of
the
cylinder
block,
each one
breaking
through
into
the area between
the
two
sealing
rings
at the
bottom
of
each
cylinder
liner.
These holes
permit
any
coolant
which
may have leaked
past the
upper
sealing ring to escape
thus
relieving
the
botiom
sealing
ring
of
any pressure above it
and
preventing
coolant
from
entering
the
engine
sump.
In
the case
of
a
new
engine,
or
where
cylinder
liners
and/or
sealing rings have been fitted,
it
is
possible
that a
slight
leakage
of
coolant
could
occur
from
these
holes. This
should
ease as
the
liners
and
sealing
rings
G4
where
difficulty
is
experienced,
then
the
use
of
BARSEAL
in the
cooling
system
(in
accordance
with
the
manu-
facturers
instructions)
is
approved.
Oversize Cylinder
liners
Oversize outside
diameter
cylinder
liners
are
available
for
service use on 4.108 engines,
if
the
standard
parent
bore
has been
made
larger
to
remove damage.
Oversize
Description
0.010 in (0,25
mm)
Cast Iron Flangeless
Bore
&
hone
Where a
parent
bore
is
made
larger
in service,
it
should
be
machined
to the
dimension
by
adding
0.010
in (0,25
mm)
to the standard
parent
bore
diameter
given on Page B.3. A chamfer
must
be
machined
at
the
top
of
the
new
parent
bore.
When oversize
liners
are fitted at
the
factory,
the
liner
oversize is
stamped
on the
top
face
of
the
cylinder
block
between
the
liner
and
the
edge
of
the
cylinder
block.
settle
down
after
the
initial
period
of
running,
but
G5