Startup and operation
RES-445 Page 25
9.3.12 Configuration of the alarm relay
The alarm relay is set with step 215 [31] in the Configu-
ration menu.
There are two possible settings:
1. "Normal" (Factory setting)
Alarm relay contact closed by a fault
2. "Inverse"
Alarm relay contact opened by a fault
9.4 Heatsealing band
9.4.1 General
The heatsealing band is a key component in the control
loop, since it is both a heating element and a sensor.
The geometry of the heatsealing band is too complex to
be discussed at length here. We shall therefore only
refer to a few of the most important physical and elec-
trical properties:
The measuring principle applied for this system neces-
sitates a heatsealing band alloy with a suitable tempe-
rature coefficient TCR, i.e. one whose resistance
increases as the temperature rises.
Too low a TCR leads to oscillation or uncontrolled hea-
ting.
When heatsealing bands with a higher TCR are used,
the controller must be calibrated for this.
The first time the heatsealing band is heated to appro-
ximately 200…250°C, the standard alloy undergoes a
once-only resistance change (burn-in effect). The cold
resistance of the heatsealing band is reduced by appro-
ximately 2…3%. However, this at first glance slight
resistance change results in a zero point error of
20…30°C. The zero point must therefore be corrected
after a few heating cycles ( chap. 9.4.2 „Burning in
the heatsealing band“, page 25).
One very important design feature is the copper or
silver-plating of the heatsealing band ends. Cold ends
allow the temperature to be controlled accurately and
increase the life of the teflon coating and the heatse-
aling band.
An overheated or burned-out heatsealing
band must no longer be used because the
TCR has been altered irreversibly.
9.4.2 Burning in the heatsealing band
If a new heatsealing band has been used, the zero
point is first of all calibrated while the band is still cold
by activating the "AUTOCAL" function on the controller.
When the "AUTOCAL" function has finished, the con-
troller outputs the preselected calibration temperature
(default value: 20°C). Adjust the set point to approxi-
mately 250°C and press the "HAND" key (display in
home position) to heat for approximately 1 second.
After recooling, the controller usually indicates a value
less than 20°C. Repeat the "AUTOCAL" function. The
heatsealing band has now been burned in and the
change in the alloy properties stabilized.
The burn-in effect described here does not occur if the
heatsealing band has already been thermally pre-
treated by the manufacturer.
9.4.3 Replacing the heatsealing band
All power supply leads must be disconnected from the
RESISTRON temperature controller in order to replace
the heatsealing band.
The heatsealing band must be replaced in
accordance with the instructions provided by
the manufacturer.
Each time the heatsealing band is replaced, the zero
point must be calibrated with the AUTOCAL function
while the band is still cold, in order to compensate pro-
duction-related resistance tolerances. The burn-in pro-
cedure described above must be performed for all new
heatsealing bands.
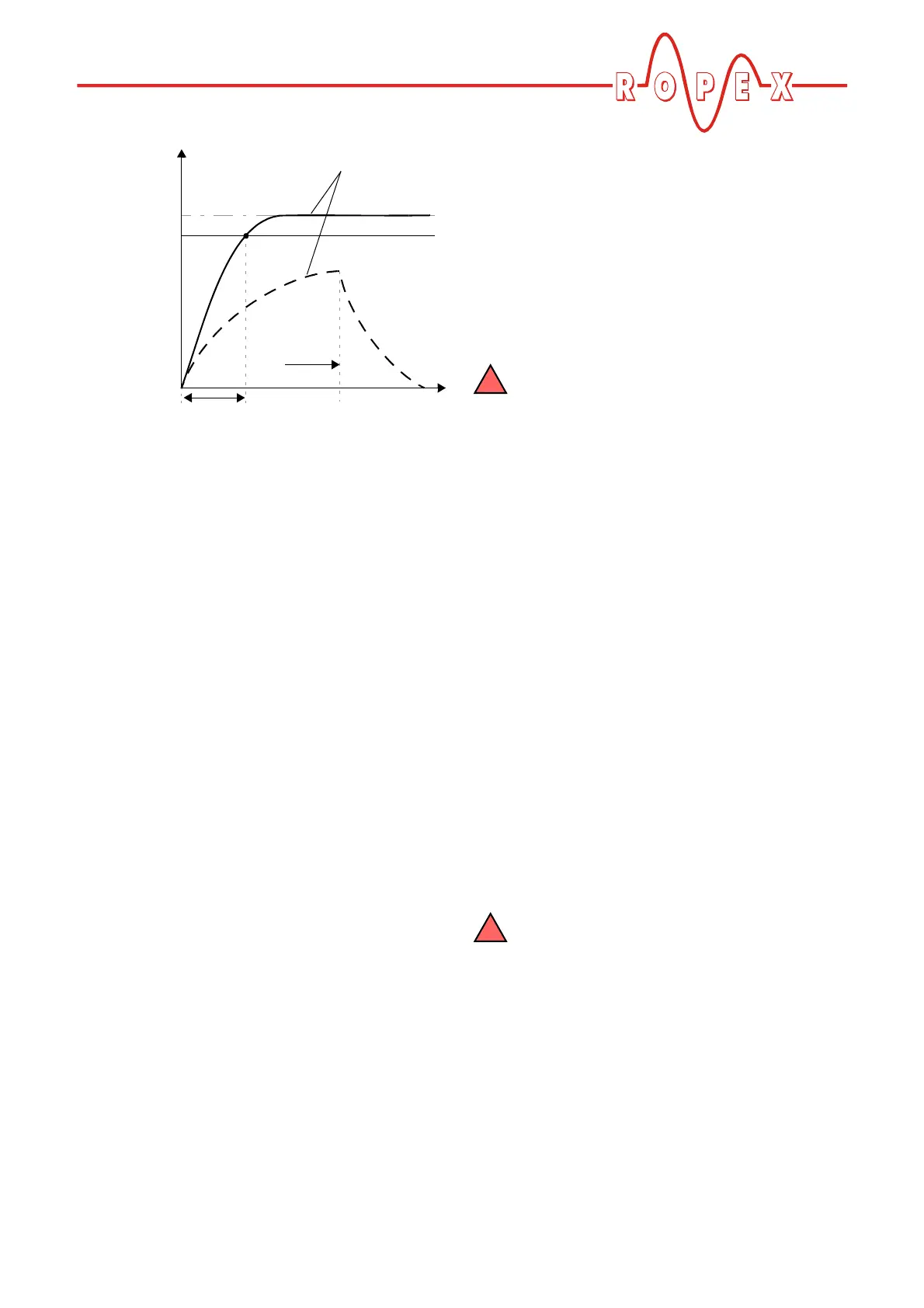
Set
95% of Set
Actual value
Time
Heatup time Error code
304
Timeout