3 Guidelines 01.91
3.2.1 Machine configurations
f) Machine tool with one chain magazine and one cartridge magazine. If the tools cannot be
put into the machining position directly from the cartridge magazine but only by first
inserting them in the chain magazine, the cartridge magazine is used as a background
magazine (Fig. 3.6).
Example: Milling machine with chain magazine as active magazine and cartridge
magazine as background magazine.
g) Machine tool with two chain magazines and two tools inserted; every spindle is assigned
a separate channel executing a separate part program (Fig. 3.7). To this type of machine
configuration, both additional active magazines and background magazines can be
assigned.
Example: Milling machine with two spindles.
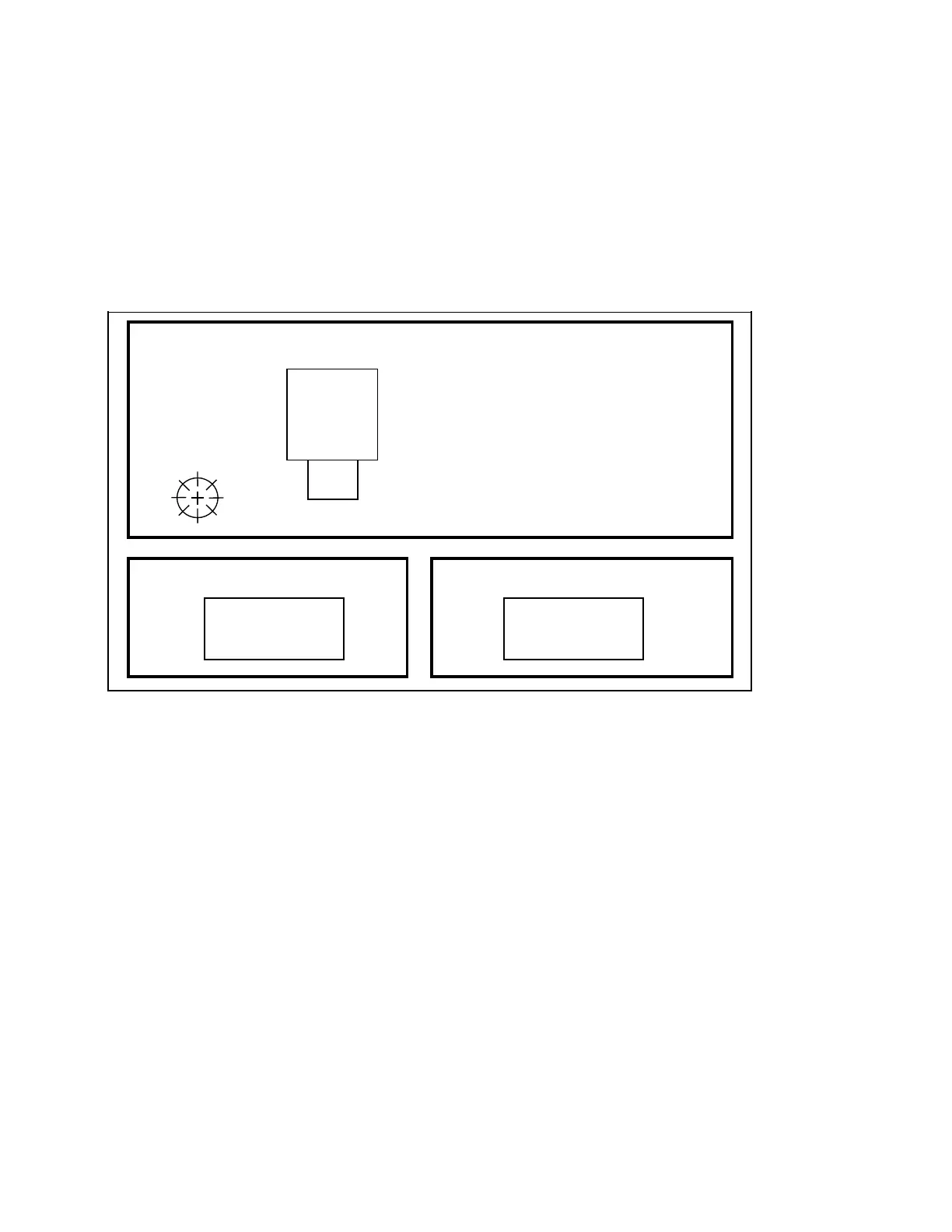
Fig. 3.1 Turning machine
Turning machine Single-slide single-
spindle
turning machine
Turret 1
TO structure NC
TO 1 Turret 1
Chuck
Turret configuration
DB structure (DB 150, etc.)
Turret 1
3–2 © Siemens AG 1991 All Rights Reserved 6FC5 197-0AA40-1BP1
SINUMERIK 840/880 (PJ)

 Loading...
Loading...




