REASSEMBLY
w
CAUTION:
Make sure each part has
been carefully inspected for distortion
and/or size change before reuse, see In-
spection, page 58. Parts, tools and work-
ing area must be clean to prevent bearing
contamination.
1. Install seal into upper bearing retainer.
Immerse seal in clean spindle oil to satu-
rate all components. (Mobil DTE Light or
equivalent).Work the spring loaded carbon
element back and forth several times. Using
seal tool, carefully press seal into bearing
retainer, carbon side out (Figure 58). Wipe
with clean lint free towel to remove excess
oil. Check with .0015" feeler gauge to make
sure seal body is seated against the inner
flange of the retainer.
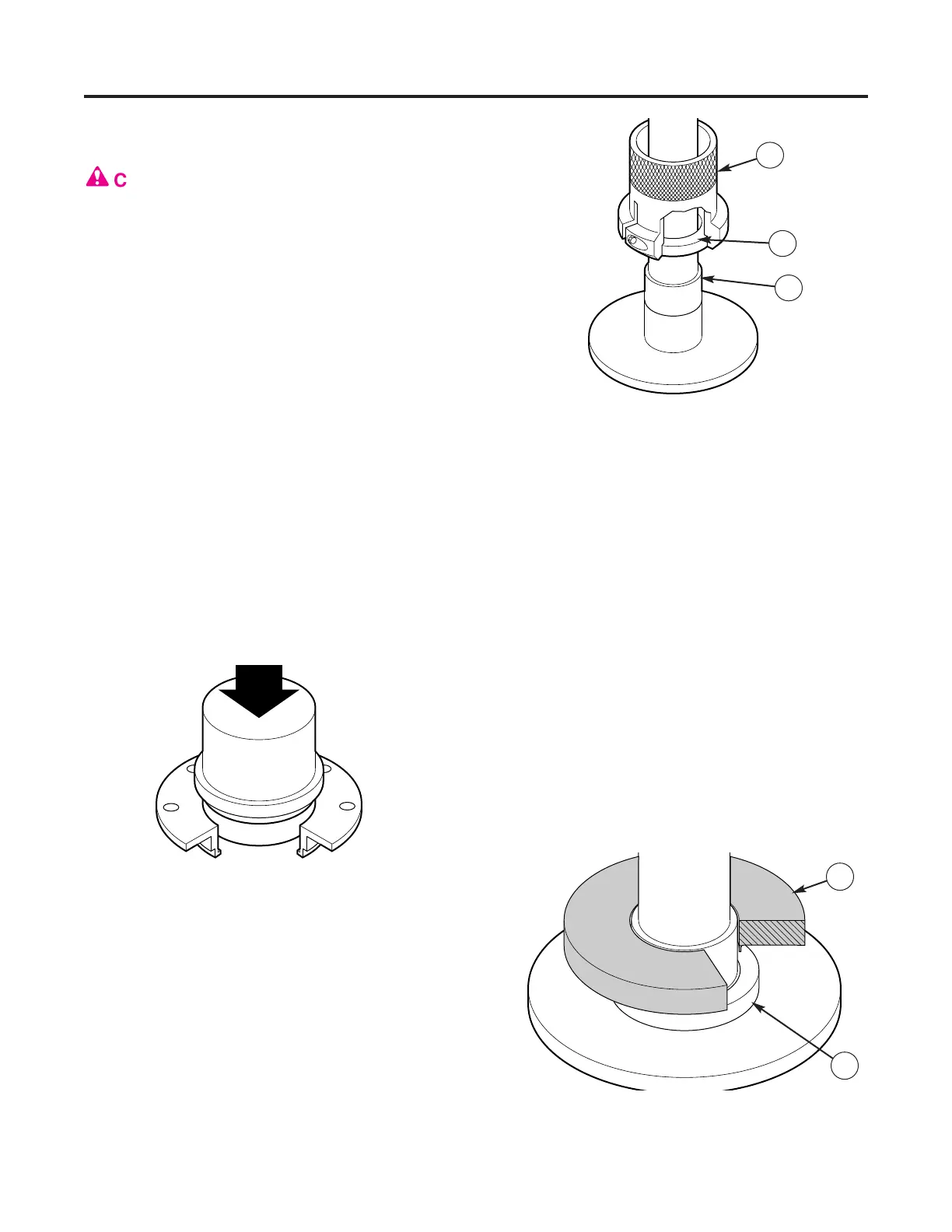
2. Install mating ring onto impeller shaft.
Place starting sleeve on impeller shaft. Se-
cure mating ring in clamp with the metallic
side showing. Using a small amount of
water as a lubricant, install the mating ring
onto the shaft (Figure 59). Remove the
clamp and starter sleeve.The coated wear
surface of the mating ring should be show-
ing. Finish installing the mating ring using
the seal seating tool (Figure 60). Check
with .0015" feeler gauge to make sure the
mating ring is seated against the flange.
3. Insert “O’’ ring into groove in top of bear-
ing housing.
MAINTENANCE
Spindle Assembly
61
Figure 58 — Press seal into bearing retainer
Figure 59 — Use starter sleeve and clamp to install mat-
ing ring on impeller shaft. (1) Starting Sleeve, (2) Clamp,
(3) Mating Ring
Figure 60 — Use seal seating tool. (1) Seal Seating Tool,
(2) Mating Ring
3
1
1
2
2
 Loading...
Loading...