8. Install matched pair of ball bearings with
stamped faces of outer races together. Ec-
centricity marks on the inner and outer
races should be lined up with one another
as closely as possible (“DB ’’ configuration
on manufacturer's instructions). Use a point
on housing to align marks on second bear-
ing the same as the first (Figure 64). A
slight drag on impeller shaft may occur,
making the use of an arbor press neces-
sary. Rest assembly on shaft and use tube
to press inner races of bearings.
NOTE:
Bearings must start smoothly into
bearing housing. If bearings become wedged
and drive housing down, seal could be dam-
aged.
9. Install bearing lock nut. Secure impeller
shaft from rotating. Grease threads and in-
stall bearing lock nut using spanner
wrench.Tighten securely.
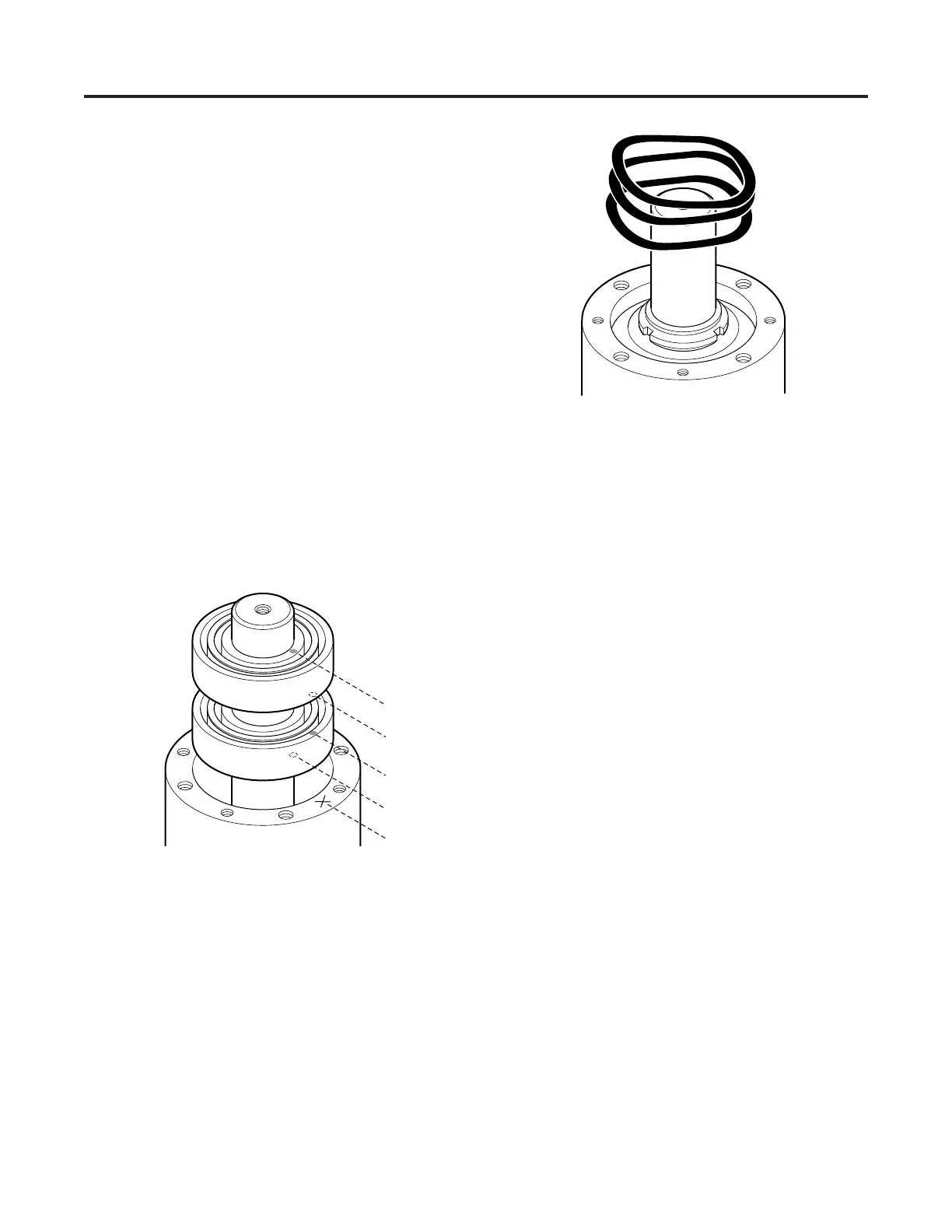
10.Install wavy spring washers. Grease the
three wavy spring washers, nest together
and install against bearings (Figure 65).
11.Install lower bearing retainer using four
socket head cap screws with lightly
greased threads. Spindle is now ready to
be installed on machine. See page 55.
MAINTENANCE
Spindle Assembly
63
Figure 65 — Install wavy spring washers
Figure 64 — Align eccentricity marks and install bearings
 Loading...
Loading...