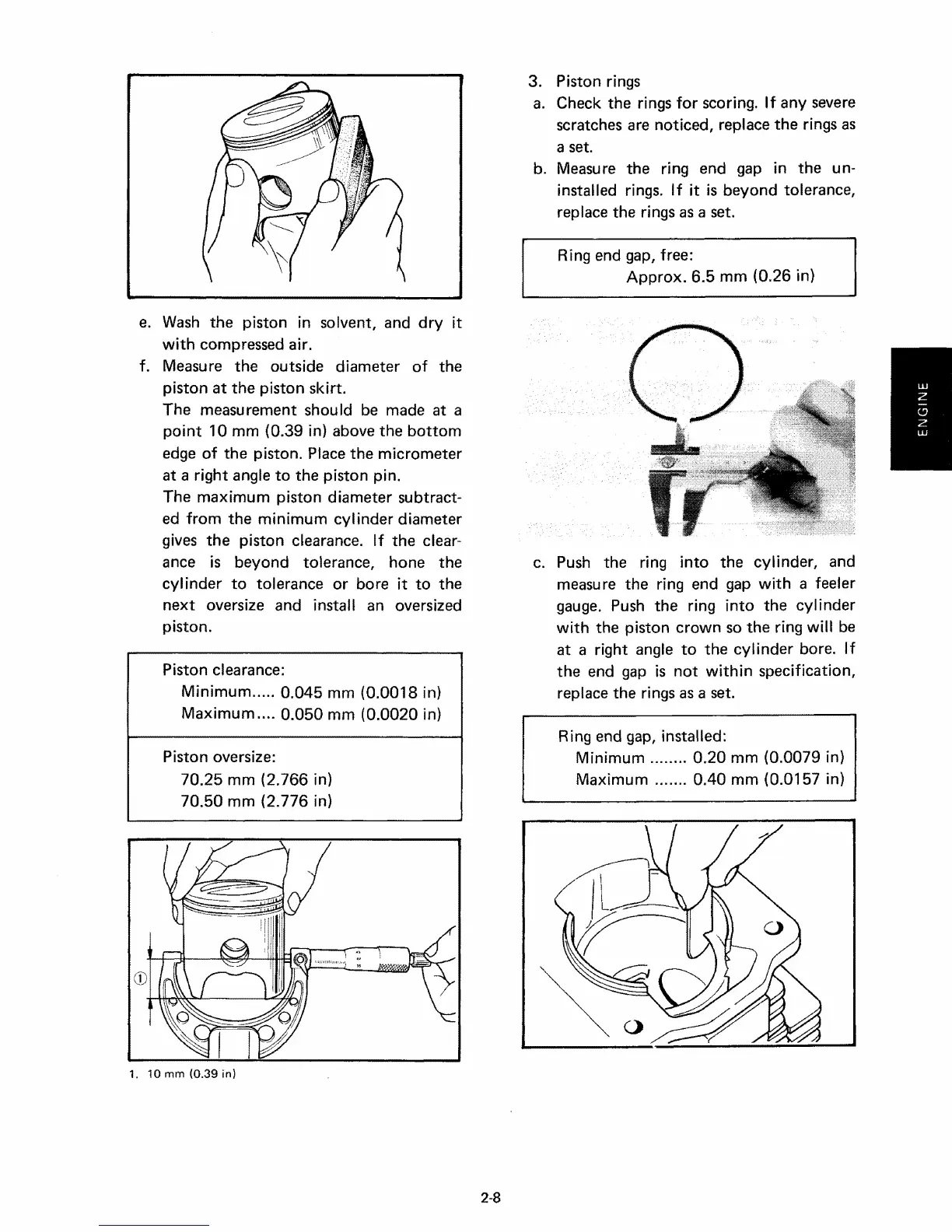
e. Wash the piston in solvent, and
dry
it
with
compressed air.
f. Measure the outside diameter
of
the
piston at
the
piston skirt.
The measurement shouId be made at a
point
10 mm (0.39 in) above the
bottom
edge
of
the piston. Place
the
micrometer
at a
right
angle to the piston pin.
The
maximum
piston diameter subtract-
ed
from
the
minimum
cylinder
diameter
gives
the
piston clearance.
If
the clear-
ance is beyond tolerance, hone the
cylinder
to
tolerance or bore
it
to
the
next
oversize and install an oversized
piston.
Piston clearance:
Minimum
0.045 mm (0.0018 in)
Maximum
0.050 mm (0.0020 in)
Piston oversize:
70.25 mm (2.766 in)
70.50 mm (2.776 in)
1. 10 mm
(0.39
in)
2-8
3. Piston rings
a. Check the rings
for
scoring. If any severe
scratches are noticed, replace
the
rings as
a set.
b. Measure the ring end gap in the un-
installed rings.
If
it
is beyond tolerance,
replace the rings as a set.
Ring end gap, free:
Approx.
6.5 mm (0.26 in)
c. Push the ring
into
the cylinder, and
measure the ring end gap
with
a feeler
gauge. Push
the
ring
into
the
cylinder
with
the piston
crown
so
the
ring
will
be
at a right angle
to
the
cylinder
bore.
If
the end gap is
not
within
specification,
replace the rings as a set.
Ring end gap, installed:
Minimum
0.20 mm (0.0079 in)
Maximum
0040
mm (0.0157 in)