4. Cylinder
a. Remove all carbon deposits from the
cylinder and from the ports. Carburetor
cleaner
will
help
lift
carbon
from
the
cyl inder head. Thoroughly wash the
cylinder in solvent, and blow
it
dry
with
compressed air.
b. Inspect the cylinder walls
for
scratches.
If
vertical scratches are evident, the
cylinder should be rebored or replaced.
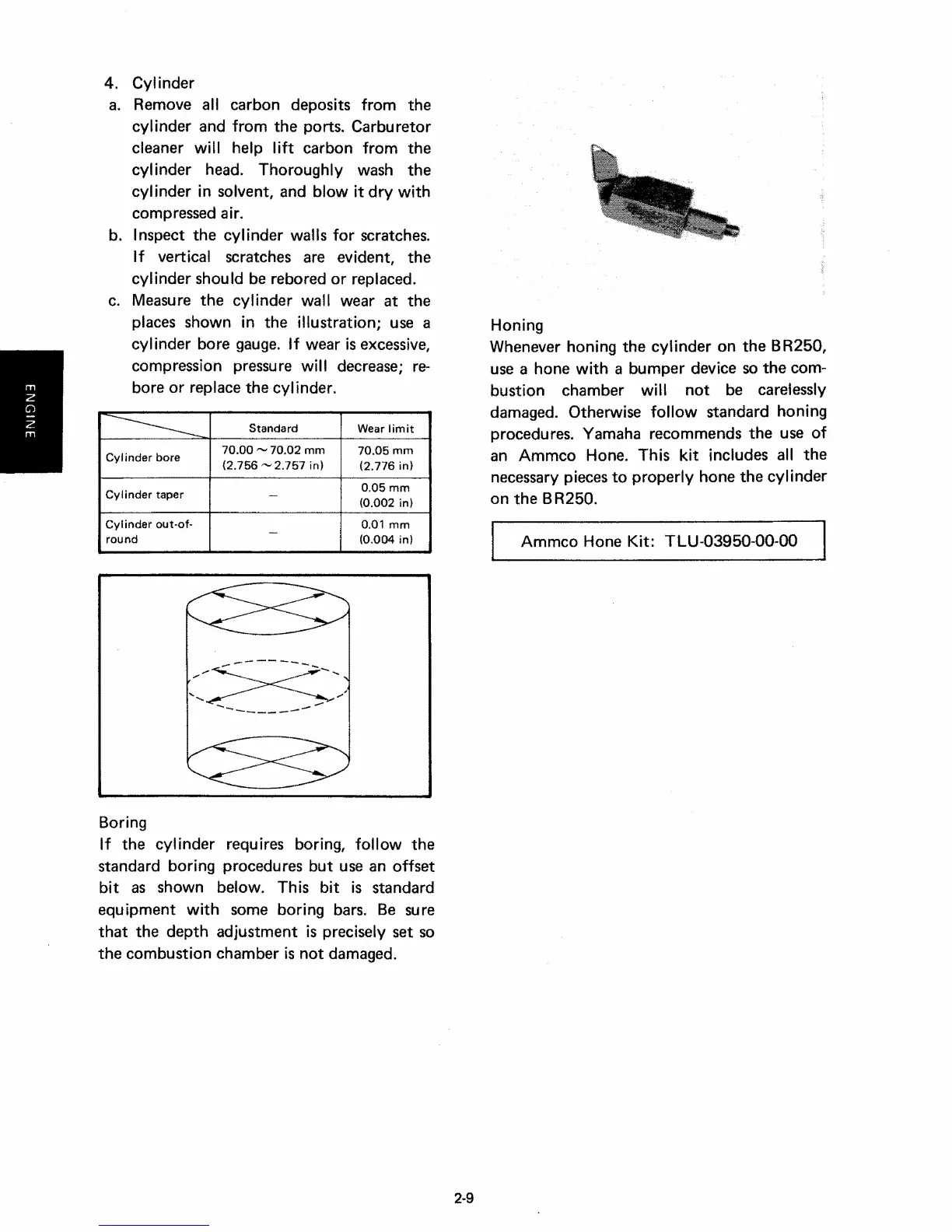
c.
Measure
the cylinder wall wear at the
places
shown in the illustration; use a
cyl inder bore
gauge.
If
wear is
excessive,
compression pressure
will
decrease;
re-
bore or replace the cylinder.
----------
Standard Wear
limit
Cylinder bore
70.00
......,
70.02 mm
70.05 mm
(2.756
-2.757
in)
(2.776 in)
Cylinder
taper
0.05mm
(0.002 in)
Cylinder
out-of-
0.01 mm
round
-
(0.004 in)
"~-'-
,,~
~~
.......
------_...-....,.......,.,..
Boring
If
the cylinder requires boring,
follow
the
standard boring procedures
but
use an offset
bit
as
shown below. This
bit
is standard
equipment
with
some boring
bars.
Be sure
that the depth adjustment is precisely set so
the combustion chamber is
not
damaged.
Honing
Whenever honing the cylinder on the BR250,
use a hone
with
a bumper device so the com-
bustion chamber
will
not
be carelessly
damaged. Otherwise
follow
standard honing
procedures. Yamaha recommends the use
of
an Ammco Hone. This
kit
includes all the
necessary
piecesto properly hone the cylinder
on the BR250.
Ammco Hone
Kit:
TLU-03950-00-00