IS-300A
4. How to Operate Screens
4-27
* There is no distinction between ERROR and CAUTION.
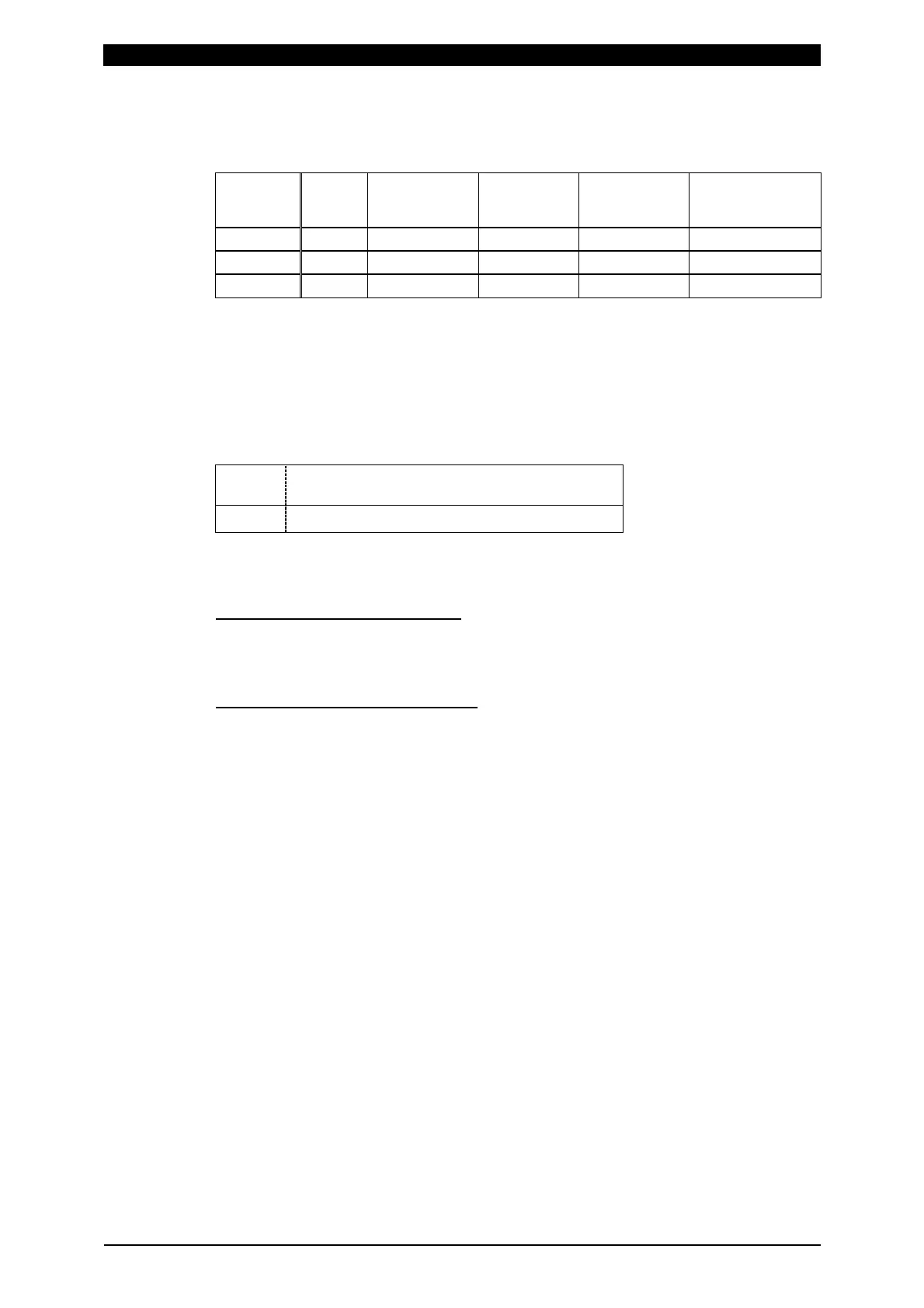
END signal output
END
SIGNAL
MODE
Normal
Count-related
error
Upper/lower
limit error
Other errors
at welding
Stopped halfway
(MAINTAINED)
0 Output Output Output No output No output
1 Output Output No output No output No output
2 Output Output Output Output Output
* For faults, see 13. (1) Fault Code List.
Priority is “Stopped halfway” = “Other errors at welding” > “Upper/lower limit
error” > “Count-related error”.
(e) WELD TIME
Use this setting to change the units for time settings available on the (3)
SCHEDULE Screen.
CYC
50
Hz: 1
CYC = 20
ms
60
Hz: 1
CYC = 16.6
ms
ms
—
(f) WELD1 STOP/PARITY CHECK
Set external input pin 13.
When WELD1 STOP is selected
Parity check will not be performed. The sequence will proceed to COOL1 if
external input pin 13 is closed during the WELD1 sequence operation. (Refer to
Note 2, “Current shutoff function.”)
When PARITY CHECK is selected
Parity check will be performed. This check allows for detection of a failure
resulting from a wire break in the schedule selection signal lines. Be sure that
the total number of closed schedule selection and parity signal lines is always
odd. If it is even, E-04 (Parity error) is displayed when the start signal is input.
(Refer to Note 1, “Schedule Nos. and Schedule Selection Pins.”)
 Loading...
Loading...



