IS-300A
4. How to Operate Screens
4-13
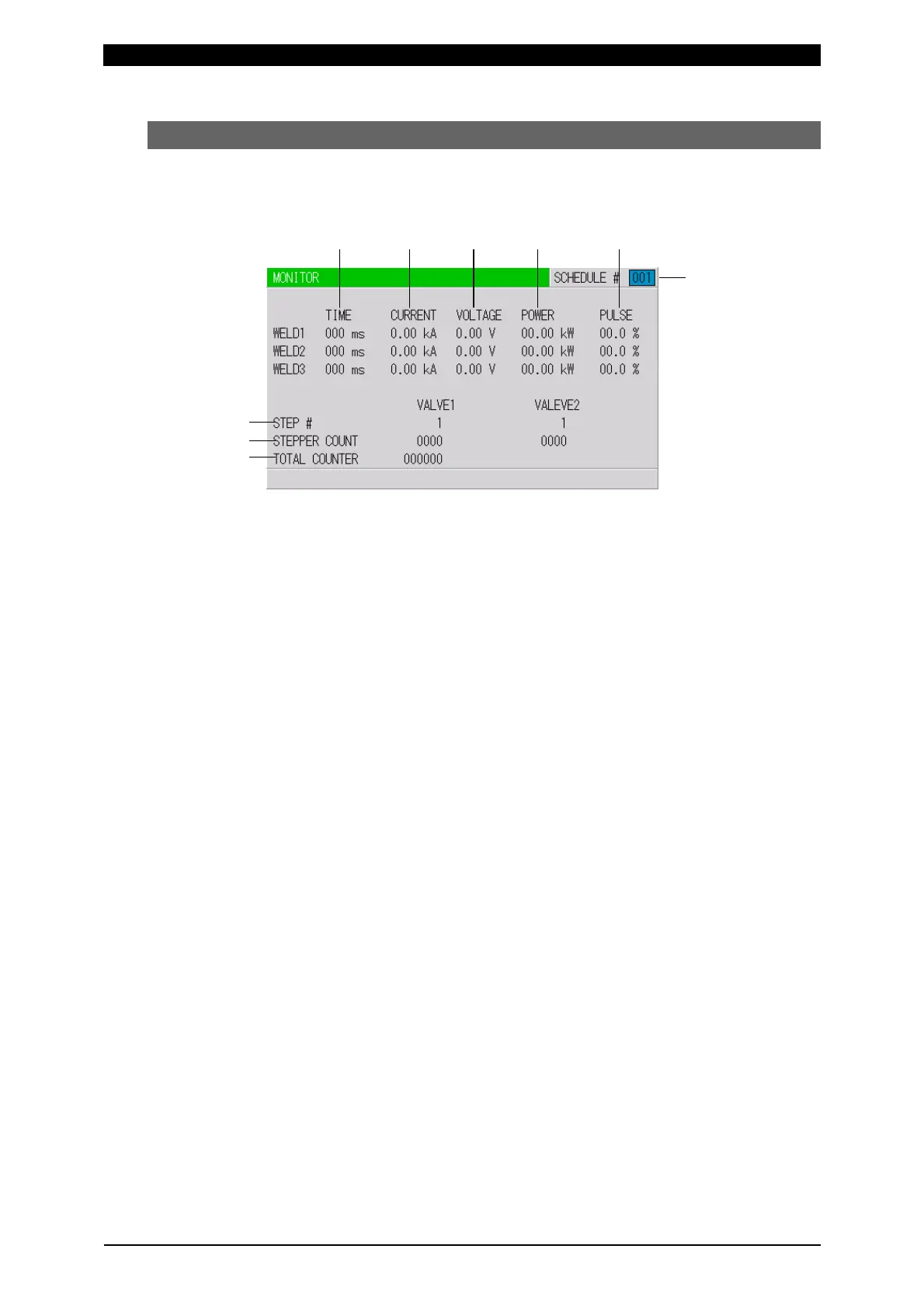
(4) MONITOR Screen
In this screen, you can confirm the operational conditions during welding.
Monitored data is displayed for each SCHEDULE.
(b) (c) (d) (e) (f)
(a) SCHEDULE #
Set the No. of the SCHEDULE to monitor. The measured values (welding current,
voltage, etc.) for welding within that SCHEDULE are displayed.
The Power Supply stores the latest measured values of each SCHEDULE No.
The stored measurement values are not erased even when the power is turned
off, and thus can be checked for the next job.
(b) TIME
The lengths of periods during which current was supplied in the course of
WELD1, WELD2 and WELD3 operations are displayed. As units of time, ms and
CYC may be selected. Either unit can be selected via the MODE SELECT screen.
(See (9)(e).)
(c) CURRENT
The welding current is displayed.
(d) VOLTAGE
The measured voltage is displayed when the voltage detecting cable is
connected and the secondary voltage is input.
(e) POWER
The measured electric power (measured current x measured voltage) is
displayed when the toroidal coil and voltage detecting cable are connected and
the secondary current and secondary voltage are input.
(f) PULSE
The widest pulse among the supplied primary pulse current is displayed as a
percentage of pulse width in full wave mode. The pulse width in full wave mode
varies with the frequency setting (WELD TRANS FREQ).
(Note) The value displayed on the MONITOR screen is the average of value
sampled at each welding pulse. Therefore, the value may differ from the
measurement value of our weld checker.
(g)
(h)
(i)
(a)