IS-300A
4. How to Operate Screens
4-3
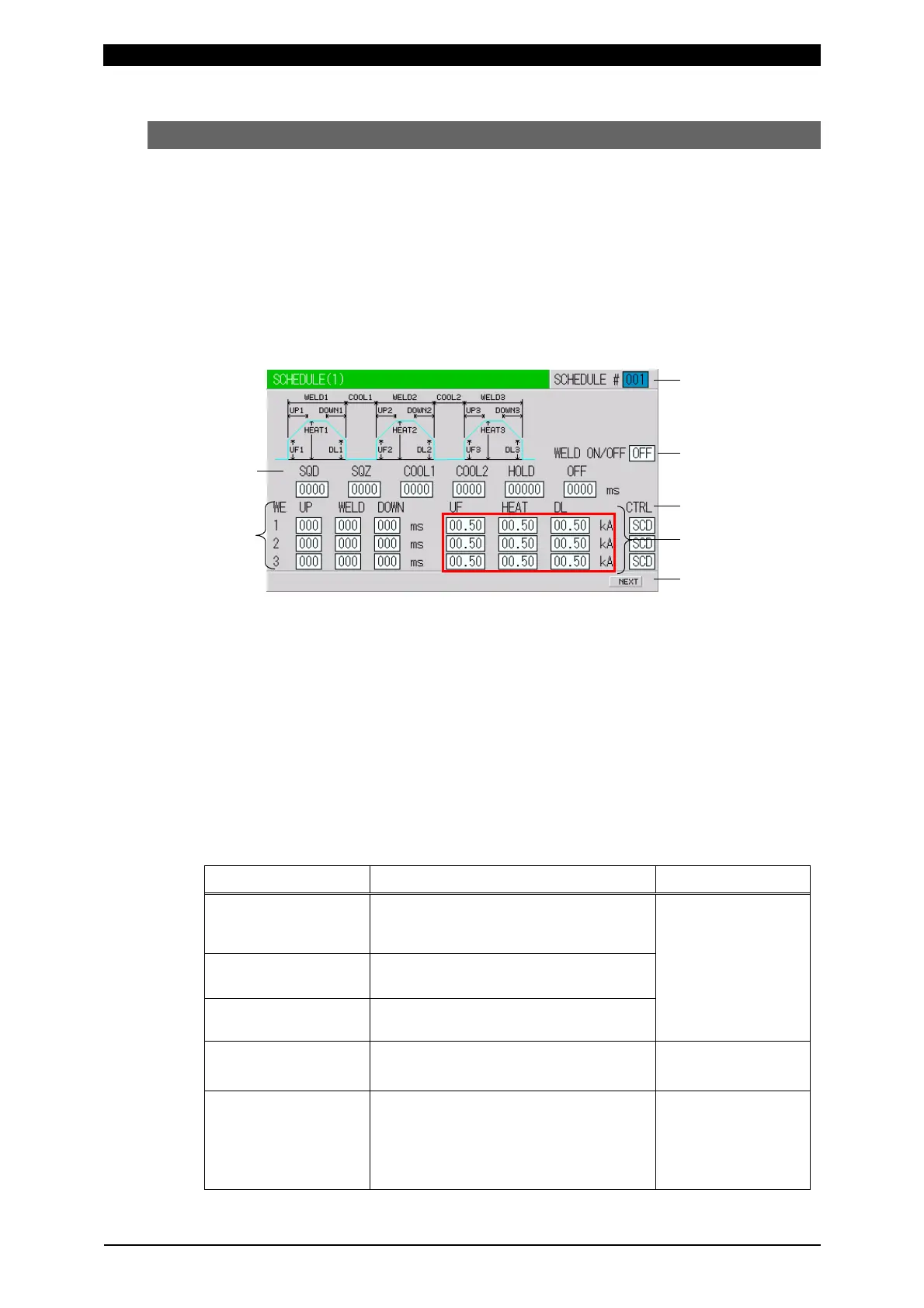
(3) SCHEDULE Screen
Up to 255 welding schedules can be set on the Power Supply.
In the SCHEDULE screen, there are Current and time setting screen and
Pulsation and transformer screen.
Current and time setting screen
This screen is used to set the SCHEDULE No., length of weld time, welding
current, and so on.
The ms mode or CYC mode can be changed via WELD TIME (Refer to (9)(e))
on the MODE SELECT screen.
(Note) Unit, resolution, and setting range surrounded with frame change depending on the
settings of CTRL.
(a) SCHEDULE #
Select from #001 to #255 to set the SCHEDULE.
Normally select #001 first, then select additional schedules in sequential order.
(b) TIME
Set the time for each operation during welding.
Units of time are in ms or CYC. The screen above is in ms setting. CYC can be
selected via the MODE SELECT screen. (See (9)(e).)
For each operation, see 8. Timing Chart.
Item Description Setting range
SQD
Squeeze delay time
Length of time added to SQZ; only
for the first weld after start signal in
repeat operation
0 to 9999 ms
0 to 999 CYC
SQZ
Squeeze time
Length of time until proper squeeze
is applied to workpiece
COOL1 and COOL2
Cooling time 1 and 2
Length of time to cool workpiece
after turning off welding current
HOLD
Hold time
Length of time to hold workpiece
after turning off welding current
0 to 20000 ms
0 to 999 CYC
OFF
Off time (*)
Length of time to turn off valve
signal between repeated operations
(No repeat operation if set to "0" or
the upper/lower limit judgment error
occurs in a sequence.)
0 or 10 to 9990 ms
0 to 99 CYC
(b)
(c)
(a)
(d)
(e)
(f)
(g)