IS-300A
4. How to Operate Screens
4-29
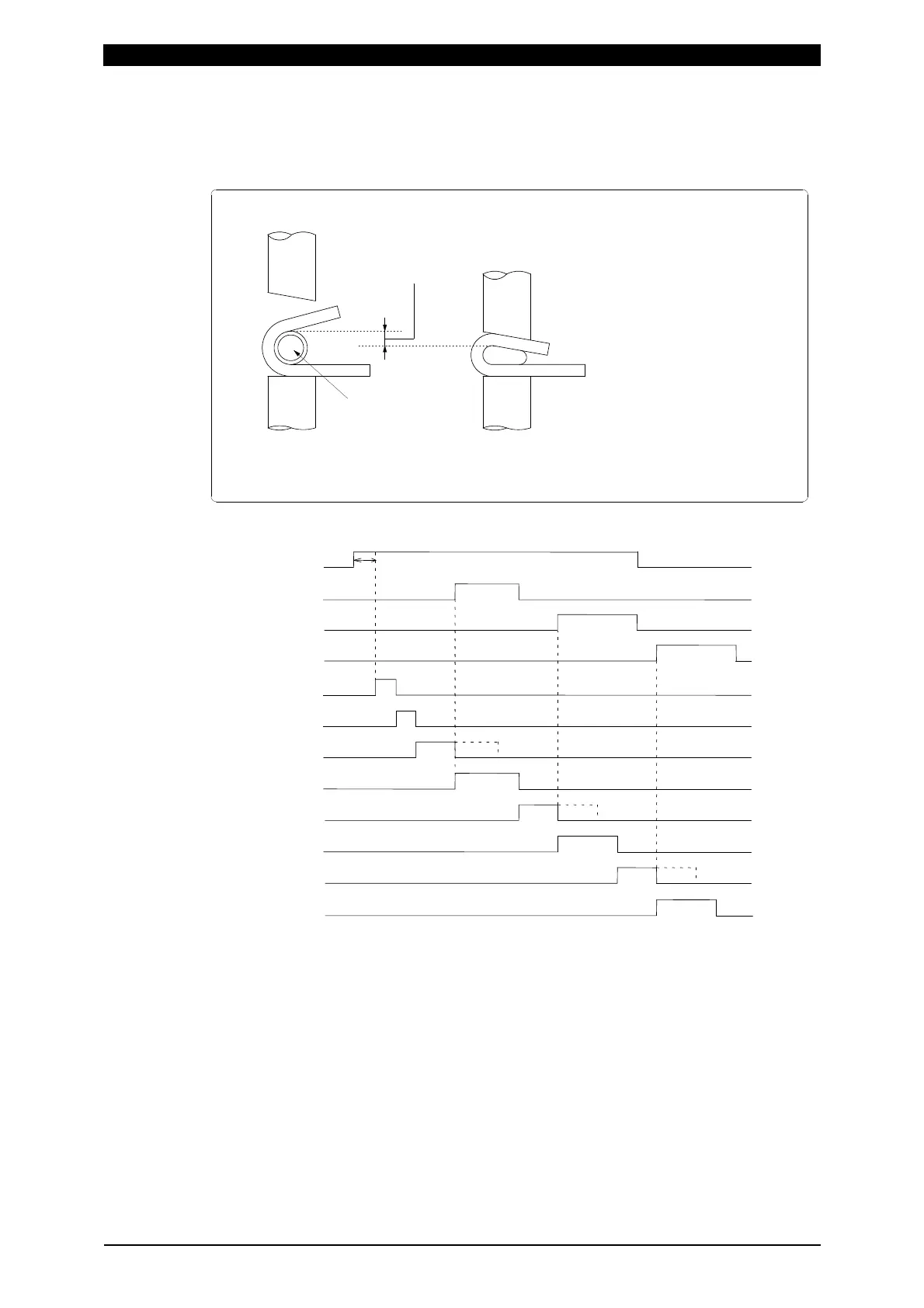
Note 2: Current shutoff function
The current shutoff function shuts off current when the proper weld penetration is
achieved—for example, during fusing—thus preventing excessive penetration.
(Refer to figure below.)
2ND STAGE
Timing chart for stopping current
DELAY-START SET time
WE1STOP
WE2STOP
WE3STOP
SQD
WE1
SQZ
WE2
HOLD
COOL1
COOL2
WE3
The WE1 STOP signal shuts off current immediately when input during the WE1
period, switching the sequence to COOL1. The WE1 STOP signal shuts off
current immediately after the WE1 starts (the current is supplied for about 1
cycle) when input before the WE1 period, switching the sequence to COOL1.
The WE1 STOP signal will not shut off current if input during the WE2 or WE3
period.
The WE2 STOP signal shuts off current immediately when input during the WE2
period, switching the sequence to COOL2. The WE2 STOP signal shuts off
current immediately after the WE2 starts (the current is supplied for about 1
cycle) when input before the WE2 period, switching the sequence to COOL2.
The WE2 STOP signal will not shut off current if input during the WE3 period.
Insulating film begins
to melt as welding current
starts to flow.
The electrode moves in an amount
corresponding to the thickness of
melted film (displacement).
Elec-
trode
Workpiece
(covered with
insulation film)
Displacement
Elec-
trode
Elec-
trode
Elec-
trode
With the Power Supply connected
The current shutoff function is
activated when the displacement
reaches the set value.
our weld checker, set the
displacement in advance.
 Loading...
Loading...



