IS-300A
8. Timing Chart
8-2
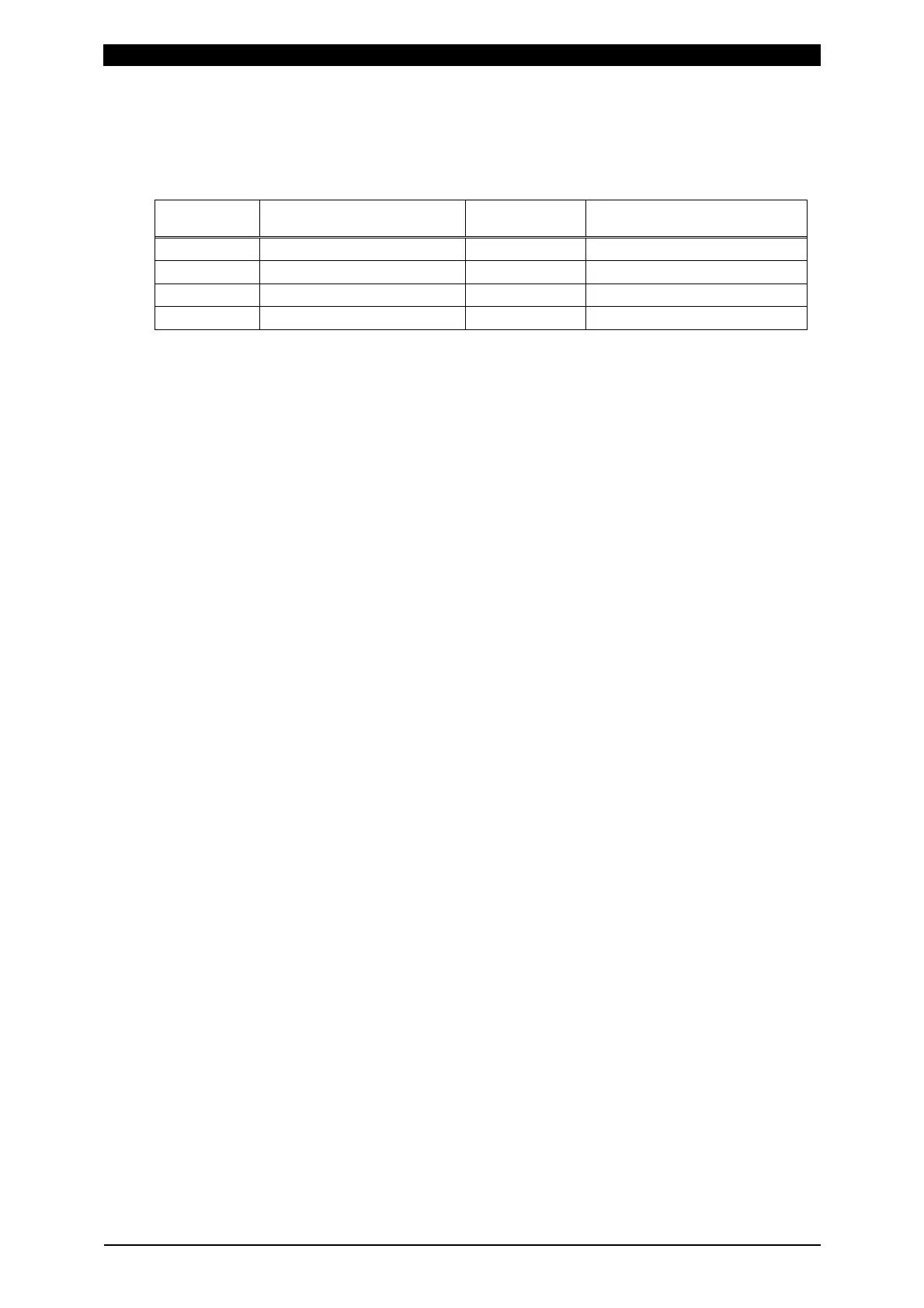
A: DELAY START SET setting + Welding preparation time
The welding preparation time changes depending on the WELD TRANS FREQ
(frequency) setting.
Frequency
[Hz]
Welding preparation time
[ms]
Frequency [Hz] Welding preparation time [ms]
600 1.1 1000 to 1200 0.7
700 1.0 1300 to 1600 0.6
800 0.9 1700 to 2400 0.5
900 0.8 2500 to 3000 0.4
B: END SIGNAL TIME setting
The output time changes depending on the OFF time. See 4.(9)(c).
C: Monitored value judgment time 200 μs max.
(Note 1) To stop the sequence during SQD or SQZ (possible only when LATCHED or
MAINTAINED is selected for START SIGNAL MODE; see 4.(9)(b)), stop the
2ND STAGE input for a period longer than that set for DELAY START SET.
(Note 2) When the current gets out of the range of upper/lower limit judgment in a
sequence and the output signal is set to ERROR, repetition operation ends
even if the OFF time is set.
(Note 3) The GOOD signal is output simultaneously with the END signal and for the
set time same as the END signal.