59
6. Machine Accuracy Measurement and Adjustment
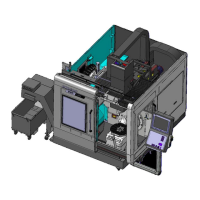
④ Loosen two bolts diagonally from among the Bearing Housing Fixing
Bolts (6-BB10ⅹ45), insert two M10 full thread screws to each M10
Nut and insert them to the positions where the fixing bolts have been
removed diagonally, place one nut at a point 40mm away from the
housing entrance with the other positioned very close to the entrance,
and loosen all other fixing bolts that have not been disassembled.
▪ One is a safety device designed to prevent the spindle cartridge
from falling when all of the bearing housing fixing bolts have been
loosened, and the other is used when slowly lowering the spindle
cartridge downwards.
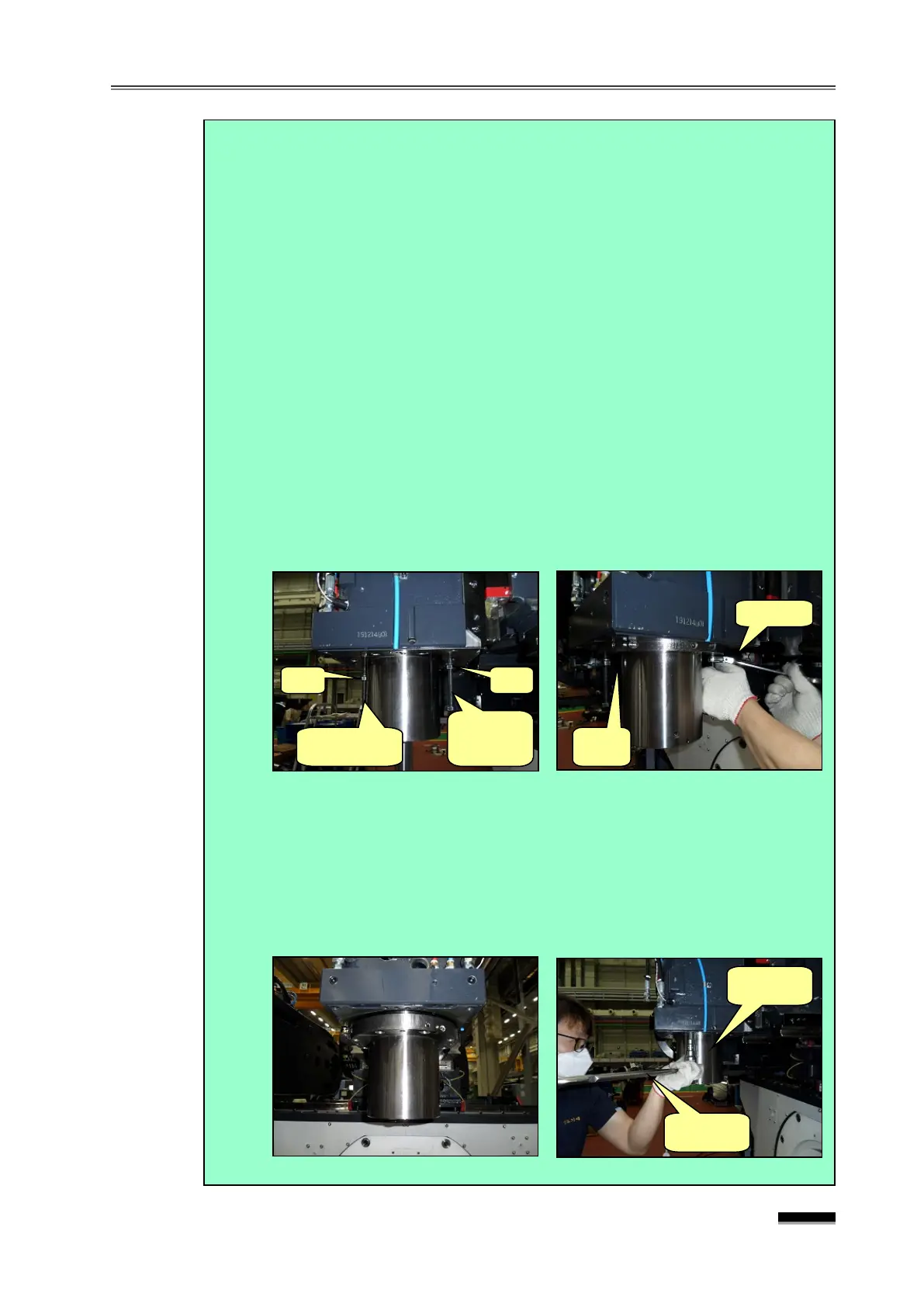
⑤ Using a spanner to rotate the nut which makes contact with the
bearing housing, lower the spindle cartridge to the position where the
adjusting liner can be taken out.
▪
Due to its own weight, the Spindle Cartridge falls naturally. While it is
being lowered, check whether the various sensor cables, air tubes,
etc. on the upper side are being pulled.
(3) When measuring squareness after taking out the two liners, if Y- gives “+ ” ,
remove the front side liner, polish the liner as calculated, and then
reassemble and tighten the fixing bolts with a torque wrench. If X- gives “-”,
remove the rear side liner halfway and follow the same procedure as above.
▪ When disassembling the two liners, be sure to insert one or more bolts.
▪ Optimal Torque : 7.5Kgf.m
thread