HEIDENHAIN iTNC 530 143
5.2 RECTANGULAR POCKET (Cycle 251, DIN/ISO: G251)
Cycle parameters
U Machining operation (0/1/2) Q215: Define the
machining operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
U First side length Q218 (incremental): Pocket length,
parallel to the reference axis of the working plane.
Input range 0 to 99999.9999
U 2nd side length Q219 (incremental): Pocket length,
parallel to the minor axis of the working plane. Input
range 0 to 99999.9999
U Corner radius Q220: Radius of the pocket corner. If
you have entered 0 here, the TNC assumes that the
corner radius is equal to the tool radius. Input range 0
to 99999.9999
U Finishing allowance for side Q368 (incremental):
Finishing allowance in the working plane. Input range
0 to 99999.9999
U Angle of rotation Q224 (absolute): Angle by which
the entire pocket is rotated. The center of rotation is
the position at which the tool is located when the
cycle is called. Input range -360.0000 to 360.0000
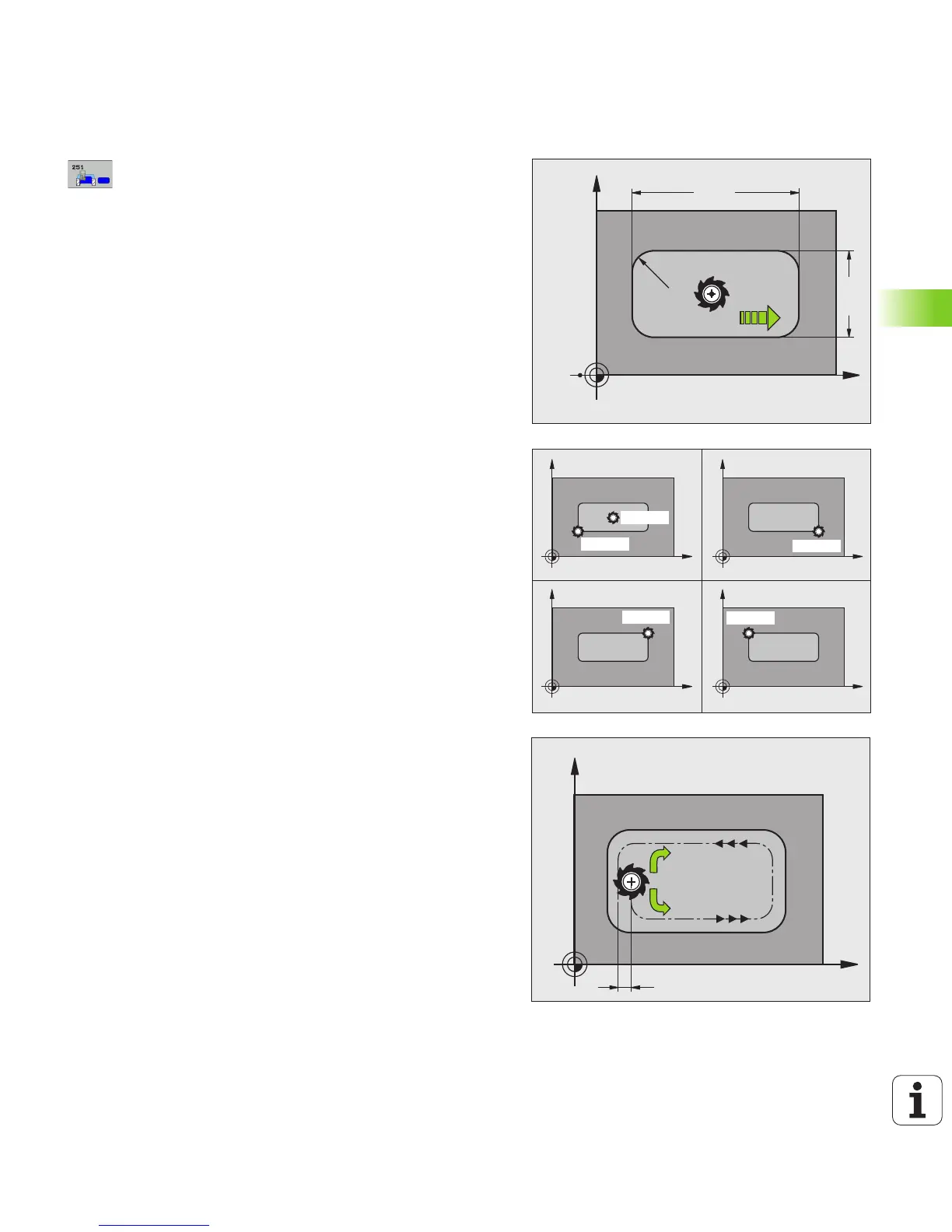
U Pocket position Q367: Position of the pocket in
reference to the position of the tool when the cycle is
called:
0: Tool position = Center of pocket
1: Tool position = Lower left corner
2: Tool position = Lower right corner
3: Tool position = Upper right corner
4: Tool position = Upper left corner
U Feed rate for milling Q207: Traversing speed of the
tool during milling in mm/min. Input range: 0 to
99999.999; alternatively FAUTO, FU, FZ
U Climb or up-cut Q351: Type of milling operation with
M3:
+1 = climb milling
–1 = up-cut milling
Alternatively PREDEF