144 Fixed Cycles: Pocket Milling / Stud Milling / Slot Milling
5.2 RECTANGULAR POCKET (Cycle 251, DIN/ISO: G251)
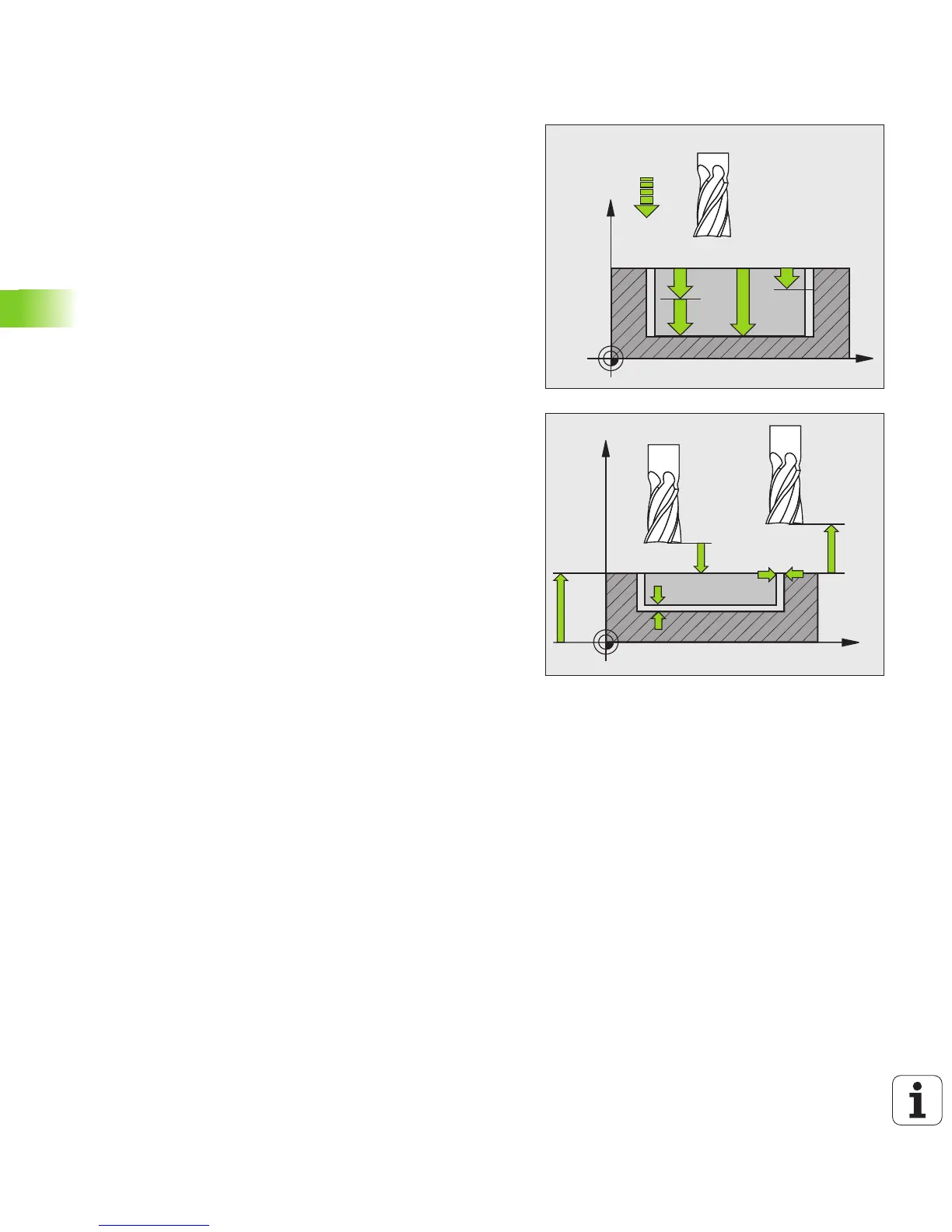
U Depth Q201 (incremental): Distance between
workpiece surface and bottom of pocket. Input range:
-99999.9999 to 99999.9999
U Plunging depth Q202 (incremental): Infeed per cut.
Enter a value greater than 0. Input range 0 to
99999.9999
U Finishing allowance for floor Q369 (incremental):
Finishing allowance in the tool axis. Input range 0 to
99999.9999
U Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range: 0 to 99999.999; alternatively FAUTO, FU, FZ.
U Infeed for finishing Q338 (incremental): Infeed per
cut. Q338=0: Finishing in one infeed. Input range 0 to
99999.9999
U Setup clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999, alternatively PREDEF
U Workpiece surface coordinate Q203 (absolute):
Absolute coordinate of the workpiece surface. Input
range -99999.9999 to 99999.9999
U 2nd setup clearance Q204 (incremental): Coordinate
in the spindle axis at which no collision between tool
and workpiece (fixtures) can occur. Input range 0 to
99999.9999, alternatively PREDEF

 Loading...
Loading...



