HEIDENHAIN iTNC 530 213
7.12 Programming Examples
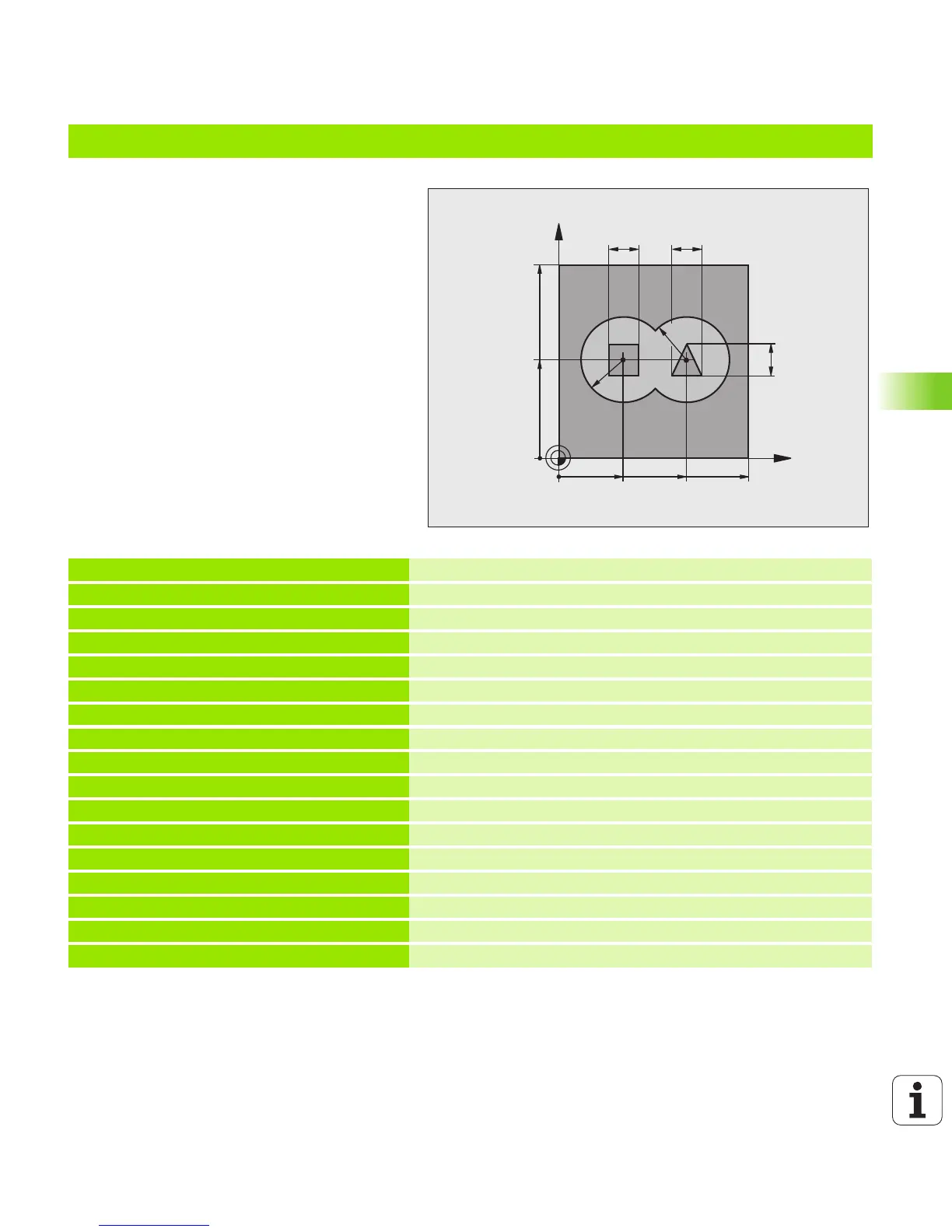
Example: Pilot drilling, roughing-out and finishing overlapping contours
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definition of workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2500
Tool call: Drill, diameter 12
4 L Z+250 R0 FMAX
Retract the tool
5 CYCL DEF 14.0 CONTOUR GEOMETRY
Define contour subprogram
6 CYCL DEF 14.1 CONTOUR LABEL1/2/3/4
7 CYCL DEF 20 CONTOUR DATA
Define general machining parameters
Q1=-20 ;MILLING DEPTH
Q2=1 ;TOOL PATH OVERLAP
Q3=+0.5 ;ALLOWANCE FOR SIDE
Q4=+0.5 ;ALLOWANCE FOR FLOOR
Q5=+0 ;SURFACE COORDINATE
Q6=2 ;SETUP CLEARANCE
Q7=+100 ;CLEARANCE HEIGHT
Q8=0.1 ;ROUNDING RADIUS
Q9=-1 ;DIRECTION

 Loading...
Loading...



