Serial Communication Programmer Reference Guide
70 810400 Reference Guide Powermax65/85/105 SYNC
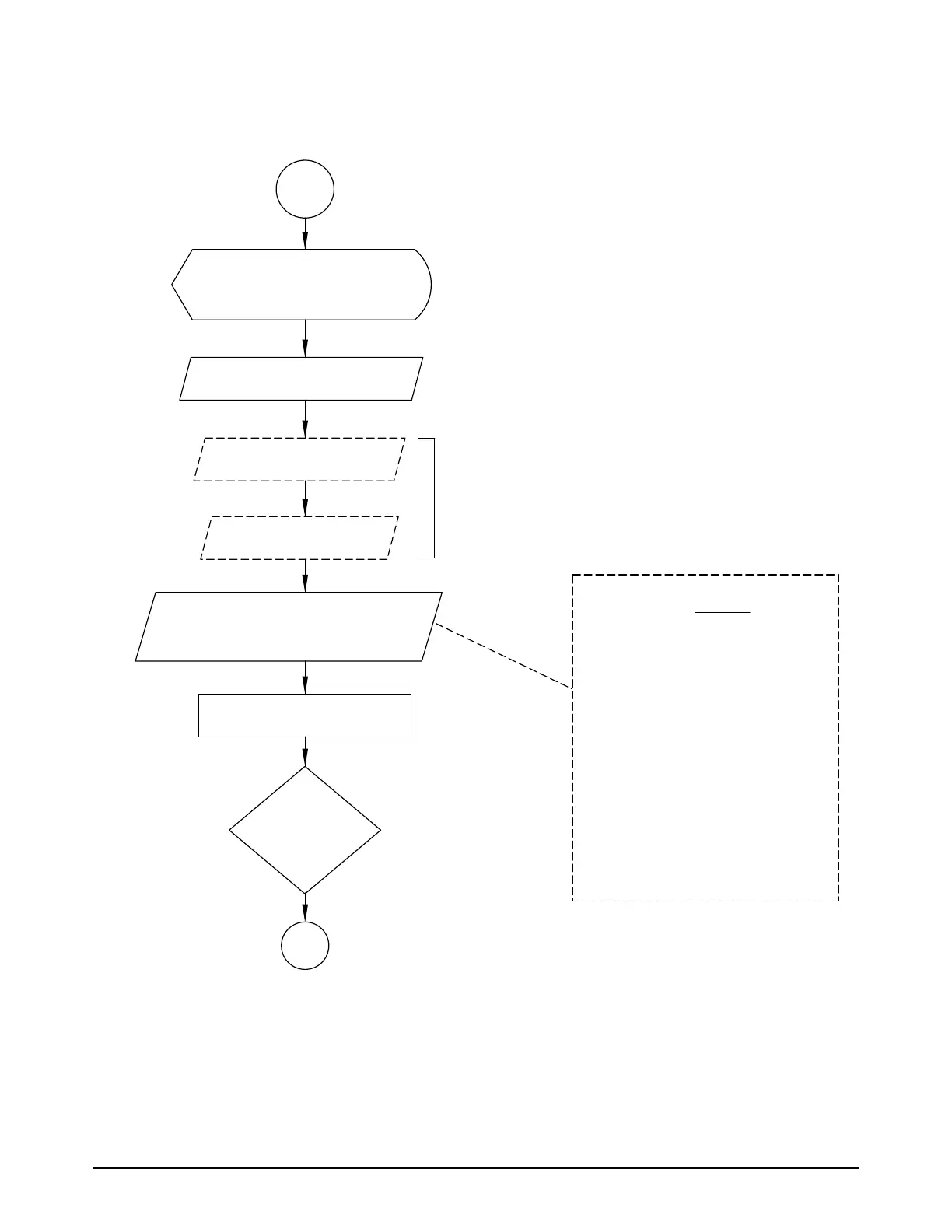
Figure 10 – Clear SYNC cap-off fault 0-50-0 with a quick restart
CNC DISPLAYS A
CONFIRMATION DIALOGUE.
0-50-0
FAULT
QUICK RESTART. REGISTER WRITE
COMMAND CODE 0x0404 TO 0x308E
AND APPROVAL CODE 0x0618 TO 0x308F.
USER PRESSES A SOFT KEY TO
RESTART THE POWERMAX.
EXIT
CNC DISPLAYS 0-50-0 CAP OFF
FAULT MESSAGE. INSTRUCTS
USER TO INSTALL A CARTRIDGE.
USER PRESSES A SOFT
KEY TO CONFIRM.
CHECK FOR
FAULT.
REGISTER READ
0x0301A
WAIT 2 SECONDS FOR
POWER SUPPLY TO RESTART.
OPTIONAL USER
CONFIRMATION
QUICK RESTART REQUEST EXAMPLE
:0110308E000204 04040618
05
01 = POWERMAX ID
10 = WRITE MULTIPLE REGISTERS
308E = STARTING ADDRESS
0002 = QUANTITY OF REGISTERS
04 = BYTE COUNT
0404 = QUICK RESTART COMMAND CODE
0618 = QUICK RESTART APPROVAL CODE
05 = LRC
EXAMPLE RESPONSE
:0110308E00022F
:01 = POWERMAX ID
10 = MULTIPLE REGISTERS
308E = STARTING ADDRESS
0002 = 2 REGISTERS
2F = LRC
NOTES:
1: THE MINI MACHINE TORCH DOES NOT HAVE A LOCK/UNLOCK SWITCH. REMOVING THE CARTRIDGE WITH-
OUT POWERING OFF THE POWER SUPPLY WILL CAUSE A 0-50-0 FAULT, WHICH PREVENTS A PLASMA START.
2. ONCE A CARTRIDGE IS INSTALLED, 0-50-0 CAN BE CLEARED FROM THE CNC USING THE ABOVE QUICK
RESTART COMMAND, OR MANUALLY BY CYCLING THE POWER SUPPLY ON/OFF SWITCH.