5238-E P-88
SECTION 6 OFFSET FUNCTION
Program 5:
LE33013R0300800120010
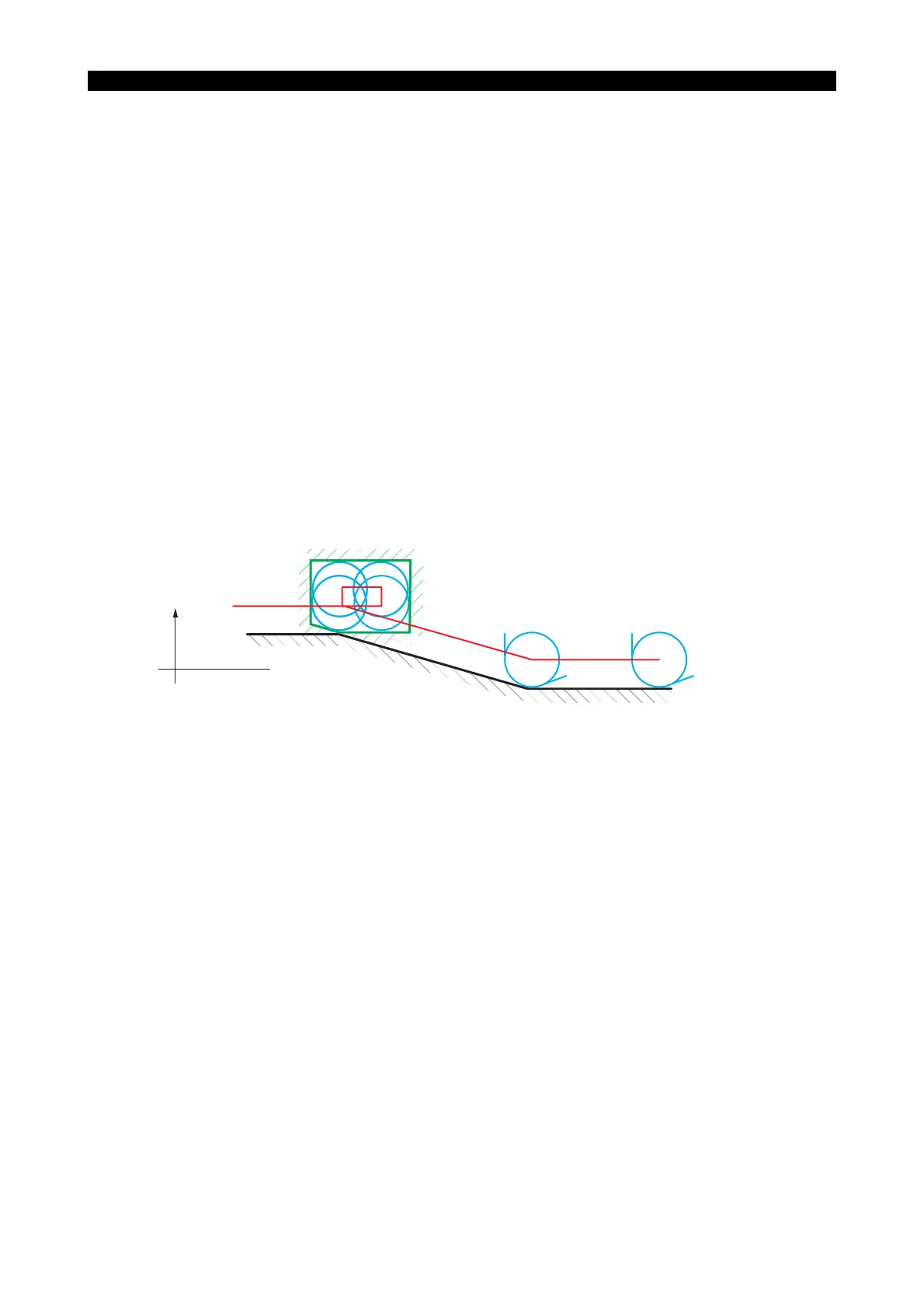
In this looping path, the tool nose R moves inside the programmed rectangle, N3 - N31 - N32 - N33.
Therefore, axis behavior can be easily expected if only these respective sides are longer than twice
the tool nose R (four times on the X-axis).
Since this program still leaves an uncut portion, it can be further improved as indicated in program 6.
Program 6
In this program, point N3 is shifted in the -Z direction by an amount equivalent to the tool nose R to
eliminate the uncut part seen in Program 5. This program gives a fully satisfactory result.
LE33013R0300800120011
Program 6:
LE33013R0300800120012
Programs 1 through 5 will provide some clues to complete the program for the intended cutting.
As an imaginary shape for tool path looping, select a rectangle or polygon but not a triangle.
Triangles are apt to lead to unexpected tool movements.
N1
N2
N3
N31
N32
N33
N4
G42
G00
G01
G01 X100
X120
X124⋅⋅⋅⋅⋅⋅( > 120 + 4 × (nose R) )
X120
Z100
Z80
Z40
Z42
Z20
F0.2
S1000⋅⋅⋅⋅⋅⋅( > 40 + 2 × (nose R) )
T010101 M03
X+
Z+
Imaginary shape
N31
N32
N3
N33
N2
N1
N4
N4
N1
N2
N3
N31
N32
N33
N4
G42
G00
G01
G01 X100
X120.5
X124⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅( > 120.5 + 4 × (nose R) )
X120
Z100
Z80
Z39
Z42
Z20
F0.2
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅( > 39 + 2 × (nose R) )
S1500 T010101 M03
S1000