5238-E P-151
SECTION 7 FIXED CYCLES
LE33013R0300900420003
[Program format]
LE33013R0300900420004
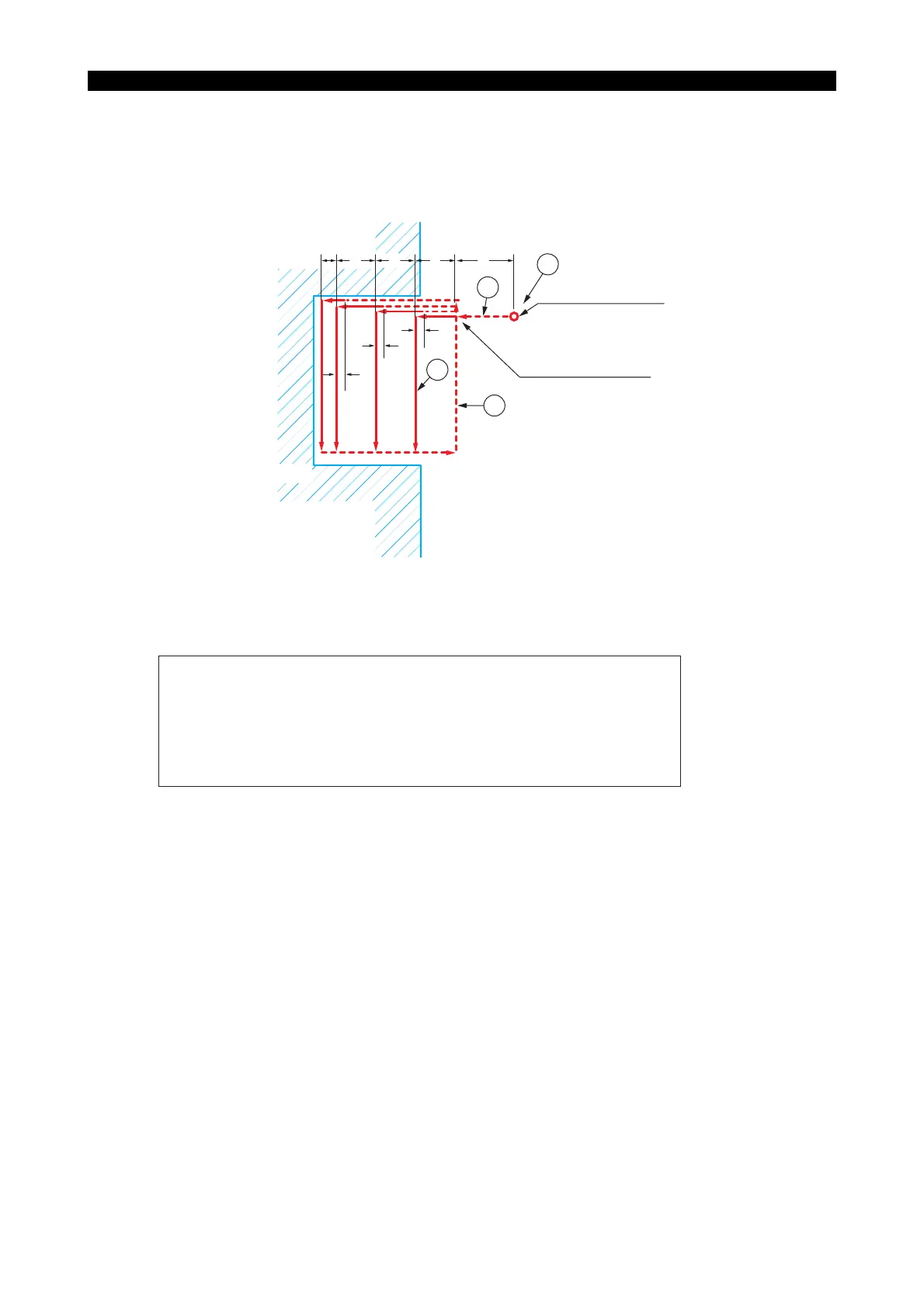
Cycle operation
For "α", the value set at Pecking amount in drilling cycle of optional parameter (MULTIPLE
MACHINING) is used.
Q
1
: The X and Z axes are positioned at the designated position on the C-axis in the G00 mode.
After the completion of positioning, the M-tool spindle starts rotating in the forward
direction.
Q
2
: The X-axis (Z-axis for face key way cutting) is positioned at a point -I (-K for face key way
cutting) from X
0
(Z
0
for face key way cutting) in the G00 mode. After the completion of
positioning, the C-axis is clamped.
Q
3
: Key way cutting is carried out in the "one directional, designated infeed" mode. For the
"one directional, designated infeed" mode, refer to "Key Way Cutting Modes" below.
Q
4
: The axes are positioned at the starting point in the G00 mode. After the completion of
positioning, the C-axis is unclamped.
Q1
Q2
Q3
Q4
(X1, Z1)
W
α
α
α
Cutting starting point
Start point (X
0, Z0)
DDD K
Face Key Way Cutting
N100
N101
N102
N103
G00
G94
G190
G180
X
0
X1
Z0
Z1
SB=
C K D W E F M211 M213
:
:
 Loading...
Loading...