5238-E P-152
SECTION 7 FIXED CYCLES
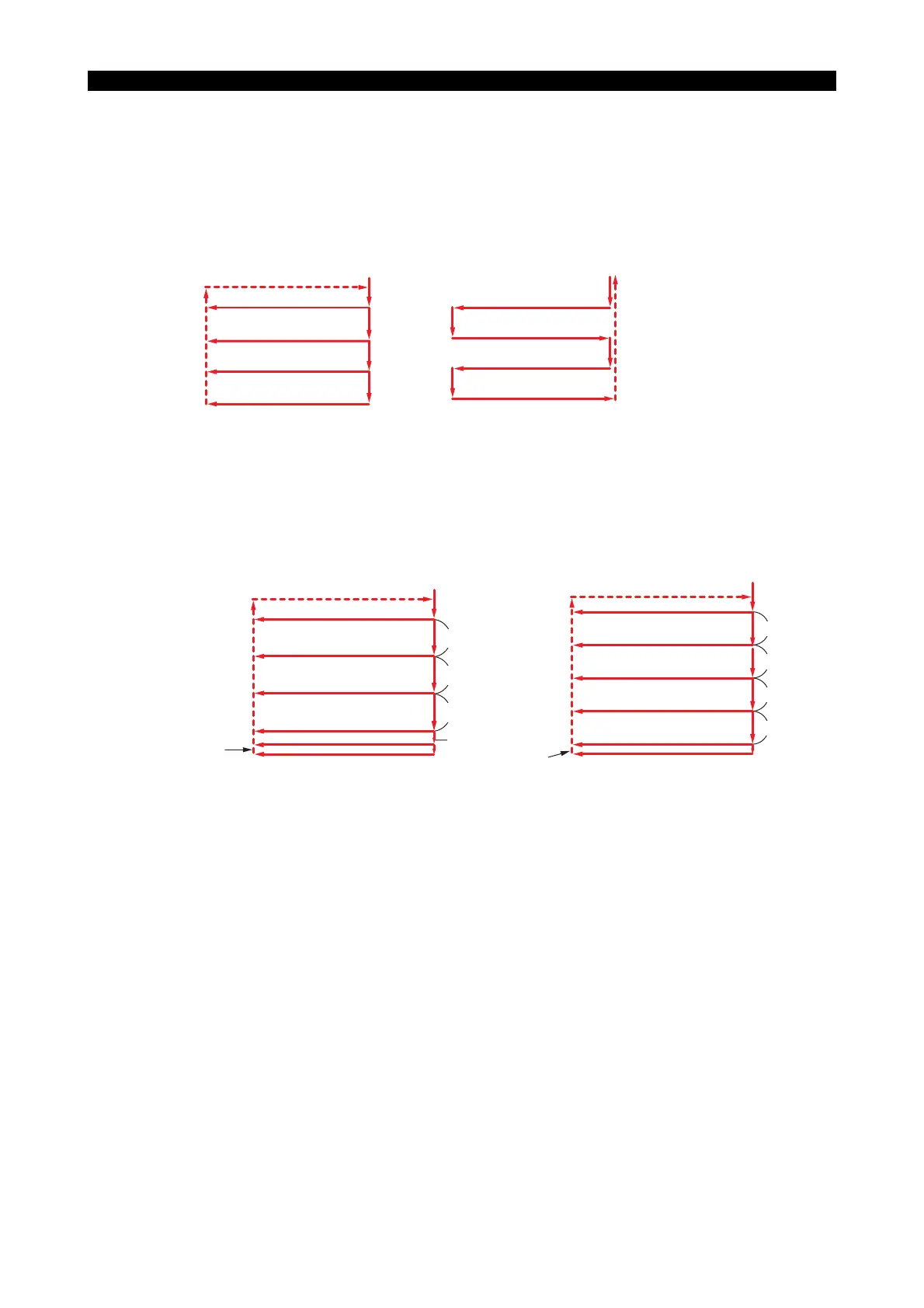
Key Way Cutting Modes
In key way cutting cycles, it is possible to select the cutting direction and cutting method with M
codes.
(1) Selection of cutting direction (M211, M212)
LE33013R0300900420005
(2) Selection of infeed mode (M213, M214)
LE33013R0300900420006
[Details]
In either cutting mode, the finish allowance U or W is left on the workpiece in the rough cutting cycle;
this finish allowance is finally removed in the finish cutting cycle.
• Before starting fixed cycle mode operation, the C-axis must be placed in the unclamped (M146)
state.
• In the G181 through G184, G189, G190, G178 and G179 modes, the first cycle is executed in
the order Q
1
, Q
2
, Q
3
, then Q
4
. However, Q
3
and Q
4
are repeated after that, when a C or Q
command is specified.
The C-axis clamp and unclamp commands (M147 and M146) necessary for repeating sub
cycles Q
3
and Q
4
are automatically generated.
Cutting direction changes
along the cutting path
Cutting in one direction
One-directional Cutting Mode (M211) Zigzag Cutting Mode (M212)
Infeed amount "a", obtained by dividing the total
depth of cut to the target point into equal parts is
determined so that "a" is not greater than "D".
Designated Infeed Mode (M213) Equal Infeed Mode (M214)
Finish allowance
Fraction to
target value
Finish
allowance
The tool is infed by the designated amount "D";
in the final cutting path, the depth equivalent
to the fraction is cut.
a
a
a
a
a<D
D/2
D/2
D/2