5238-E P-228
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
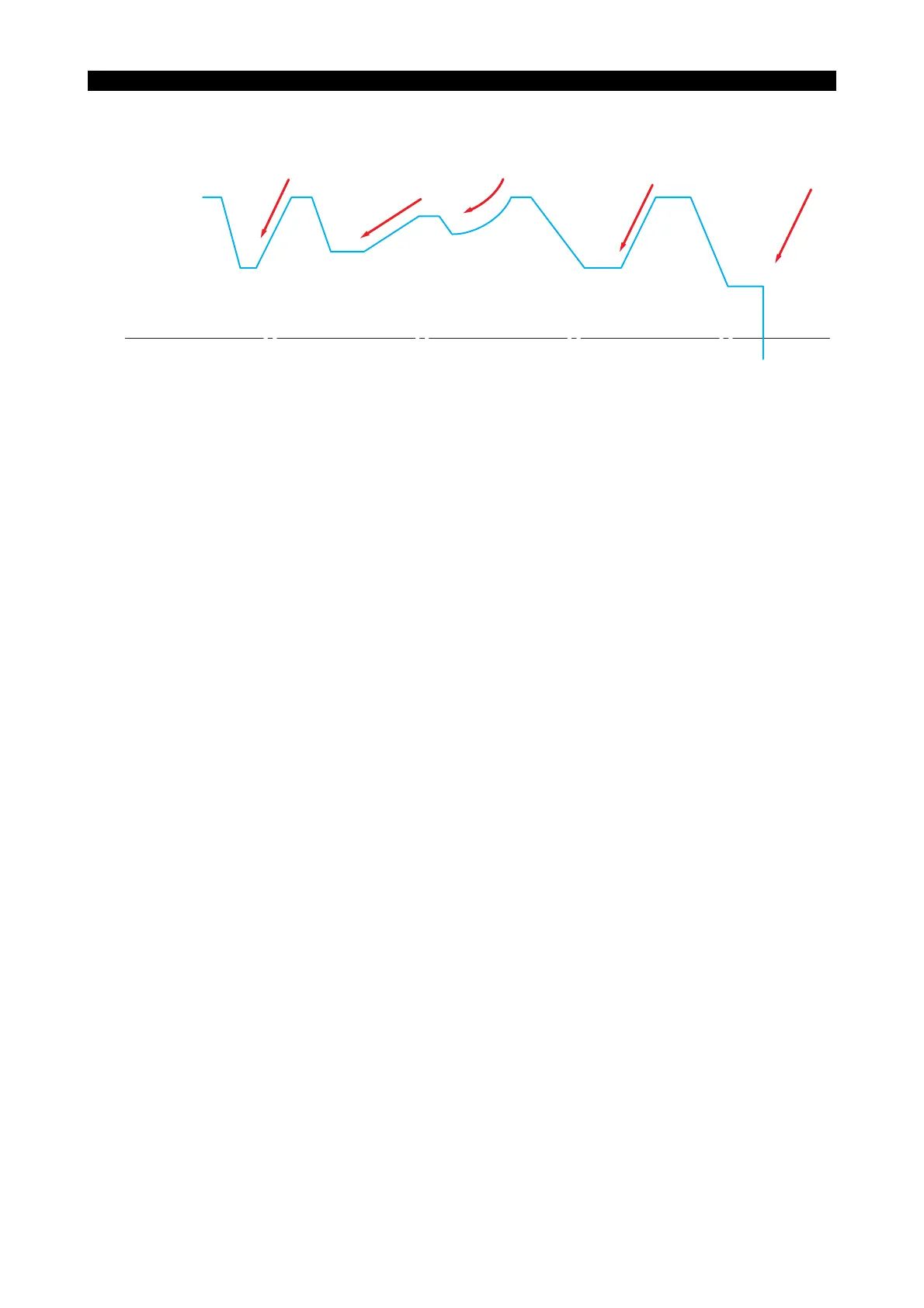
• The maximum programmable number of descending slopes in AP Mode I and AP Mode IV is
ten (10).
LE33013R0301000310002
• For the shape illustrated above, the number of descending slopes is five.
• If more than ten descending slopes are programmed, an alarm results.
• An overcut may occur in descending slopes if both U and W are designated for descending
cutting.
Designate "U" for longitudinal cutting, and "W" for transverse cutting. (When U or W is
designated, the tool is offset in the X- or Z-axis direction.)
• In AP Mode IV and AP Mode V, the first sequence name of the contour definition blocks starting
with G83 can be designated by specifying G87. In this case, the blank material shape defined
in the blocks between G83 and G81/G82 is ignored.
The program examples used in this section are created so that G87 calls for the sequence
number of the finish contour definition block starting with G81/G82.
• When the blocks which define the blank material shape are deleted from the NC program
intended for the AP Mode IV or AP Mode V, the program can be run in the AP Mode I or AP
Mode II. To allow this change, call the same sequence number as called in the G81/G82 block
in the G85/G86 block.
When the AP Mode has been changed, tool path is changed accordingly. Special care must be
taken in the following cases.
5
4
3
2
1
 Loading...
Loading...