L
Y
I
.I
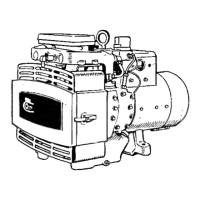
FIGURE
55.
HONING CYLINDER
HONING
PROCEDURE
1.
2.
3.
4.
5,
6.
-
I
A
hone can be used to rebore a cylinder, Figure
55.
Remove stock to
0.002
inch
(0.051
mm) less
than finished bore with coarse hone
(100
grit),
then complete honing with finish hones (300grit).
Anchor block solidly foreither vertical or horizon-
tal
honing.
Use
either a drill press or heavy-duty
drill which operates at about
250.
to
450
rpm.
Lower hone into cylinder until it protrudes
1/2
to
3/4
inch
(1
3
to
19
mrn) past end of cylinder. Rotate
adjusting nut until stones come in contact with
cylinder wall at narrowest point.
Loosen adjusting nut until hone can be turned by
hand.
Connect drill to honeand start drill. Move hone up
and down in the cylinder about
40
cycles per
minute. Usually the bottom
of
the cylinder must
be worked out first because it
is
smaller. When
cylinder takes a uniform diameter, move hone up
and down all the way through the bore. Follow the
hone manufacturer’s recommendations for wet or
dry honing and oiling the hone.
Check diameter of cylinder regularly during hon-
ing.
A
dial bore gauge is the easiest method but a
telescoping gauge can be used. Check
the
size at
six
places in the bore: measure twice at the top,
middle and bottom at
90
degree angles.
.
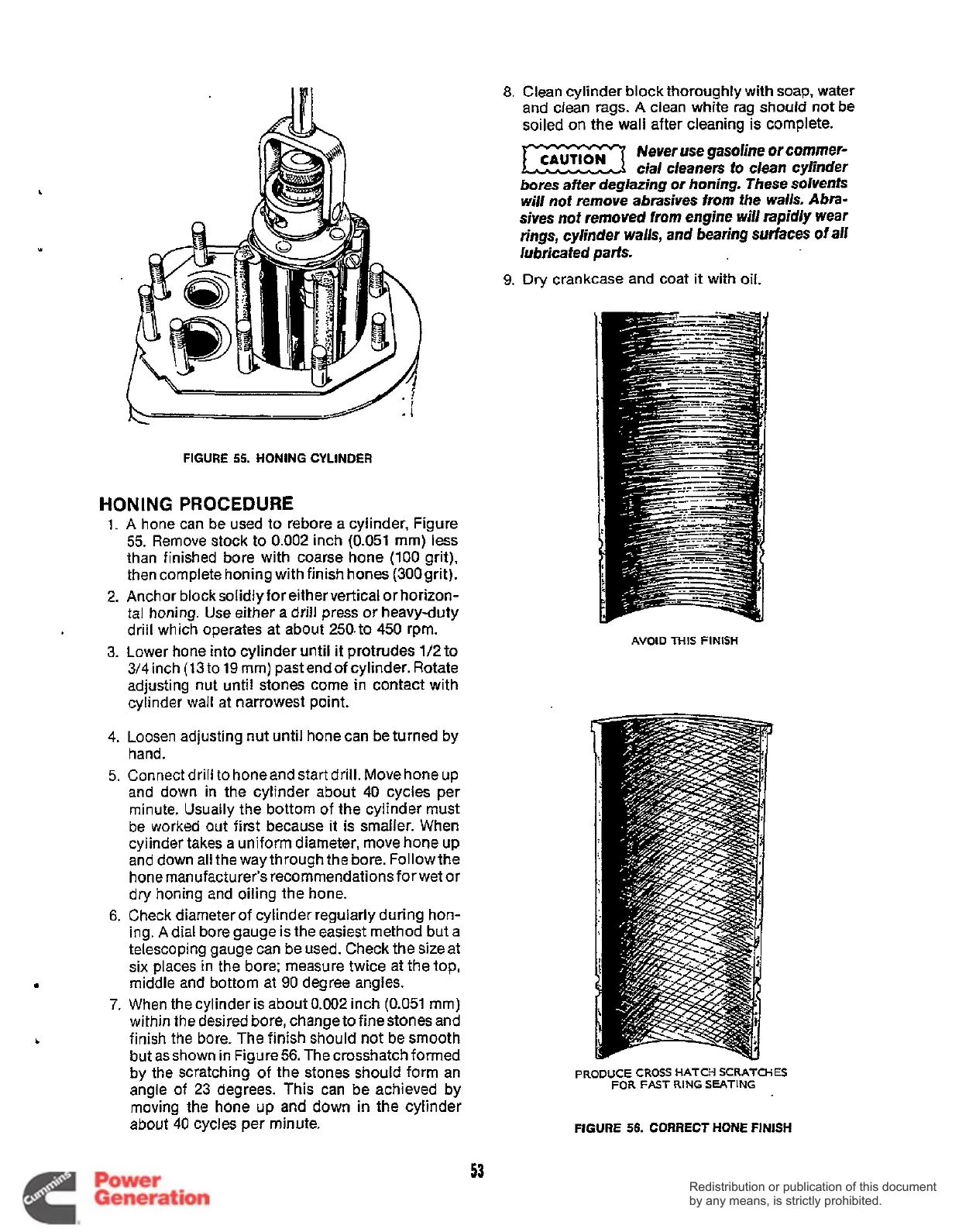
When the cylinder is about
0.002
inch
(0.051
mm)
within the desired bore, change to finestones and
finish the bore. The finish should not be smooth
but as shown in Figure
56.
The crosshatch formed
by the scratching of the stones should form an
angle of 23 degrees. This can be achieved by
moving the hone
up
and down in the cylinder
about
40
cycles per minute.
8.
Clean cylinder block thoroughly with soap,
water
and clean
rags.
A
clean white rag should not be
soiled on the
wall
after cleaning
is
complete.
Never use gasoline
or
commer-
cial cleaners to clean cylinder
bores after degiazing or honing. These solvents
will
not
remove abrasives
from
the walls. Abra-
sives
not
removed from engine will rapidly wear
rings, cylinder walls, and bearing surfaces of all
lubricated
parts.
9.
Dry crankcase and coat it with oil.
AVOID
THIS
FINISH
PRODUCE
CROSS
HATCH
SCRATCHES
FOR
FAST
RING
SEATING
FIGURE
56.
CORRECT
HONE FINISH
53
Redistribution or publication of this document
by any means, is strictly prohibited.
Redistribution or publication of this document
by any means, is strictly prohibited.
 Loading...
Loading...