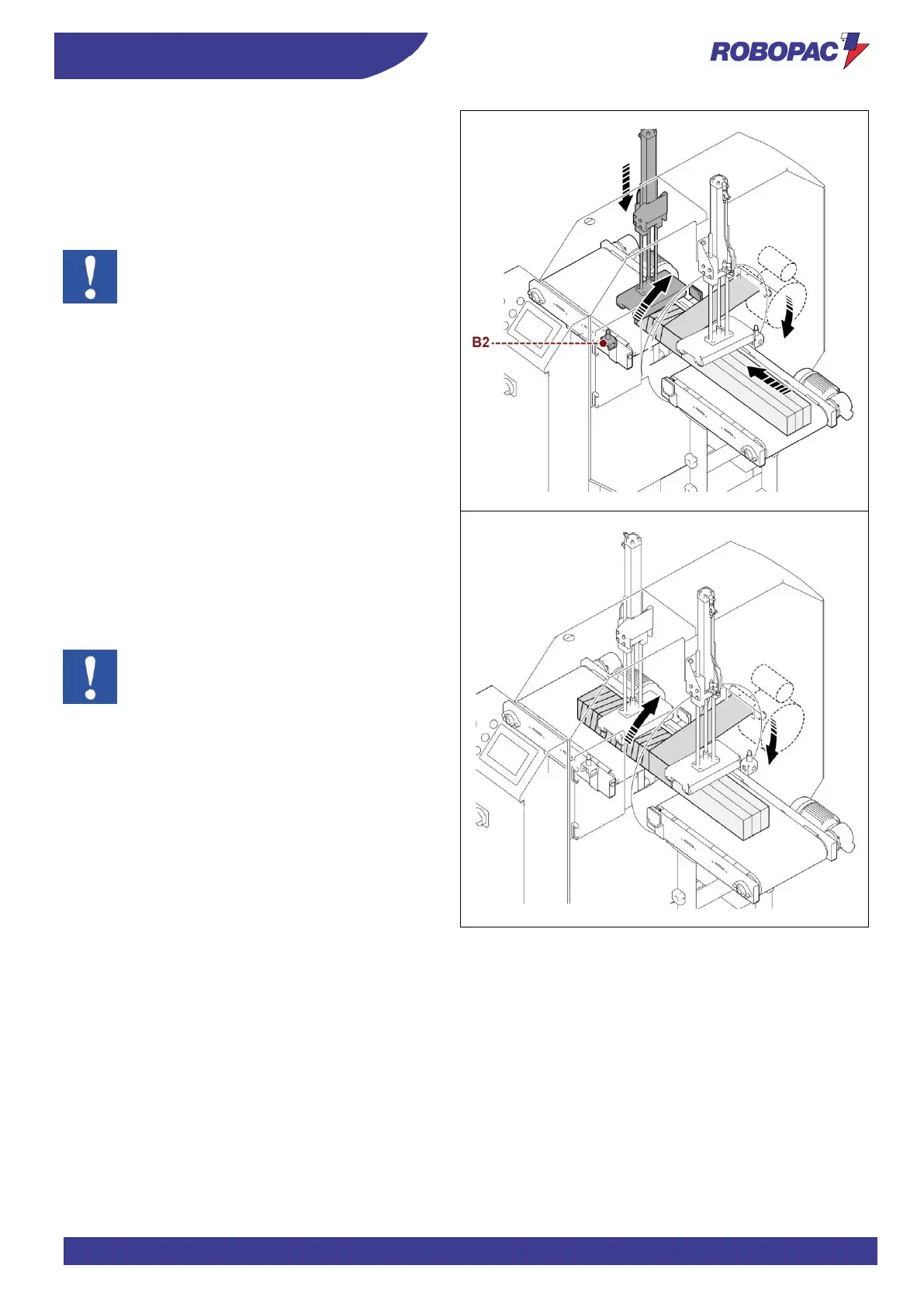
Phase 2
Once the “reinforcing wrappings” count is over, the
conveyor restarts and the product is wrapped
longitudinally.
The product moves forward and engages photocell (B2),
the outfeed presser lowers on the product while the
machine continues to wrap the product.
Important
The overlapping of film wraps is defined by the
conveyor speed, the slewing ring speed as
well as by the film width.
Phase 3
The “central bands” timer starts; at count completed, the
conveyor stops, the rotary ring starts and counts the
“reinforcing wrappings” set; the product is wrapped for the
number of reinforcing wraps set.
Important
The number of central bands is determined by
the “central bands” timer, the conveyor speed
and the product length.