7
08.97 Transformations
7.1 Three
four and five-axes transformation: TRAORI
7
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
7-223
7.1.1 Programming the tool orientation
Five-axis programs are generally generated in
CAD/CAM systems and not typed in on the control.
The following description is therefore intended
mainly for programmers of postprocessors.
There are three ways of programming the orientation
of the tool:
1. Program the movement of the rotary axes. The
change in orientation always takes place in the basic
or machine coordinate system. The orientation axes
are traversed as synchronized axes.
2. Programming in Euler or in RPY angles with A2,
B2, C2
or
programming the direction vector with A3, B3,
C3. The direction vector points from the tool tip in
the direction of the tool holder.
3. Programming via lead angle LEAD and side
angle TILT (face milling).
In all cases, orientation programming is only
permitted if an orientation transformation is active.
Advantage: These programs can be transferred to
any machine kinematics.
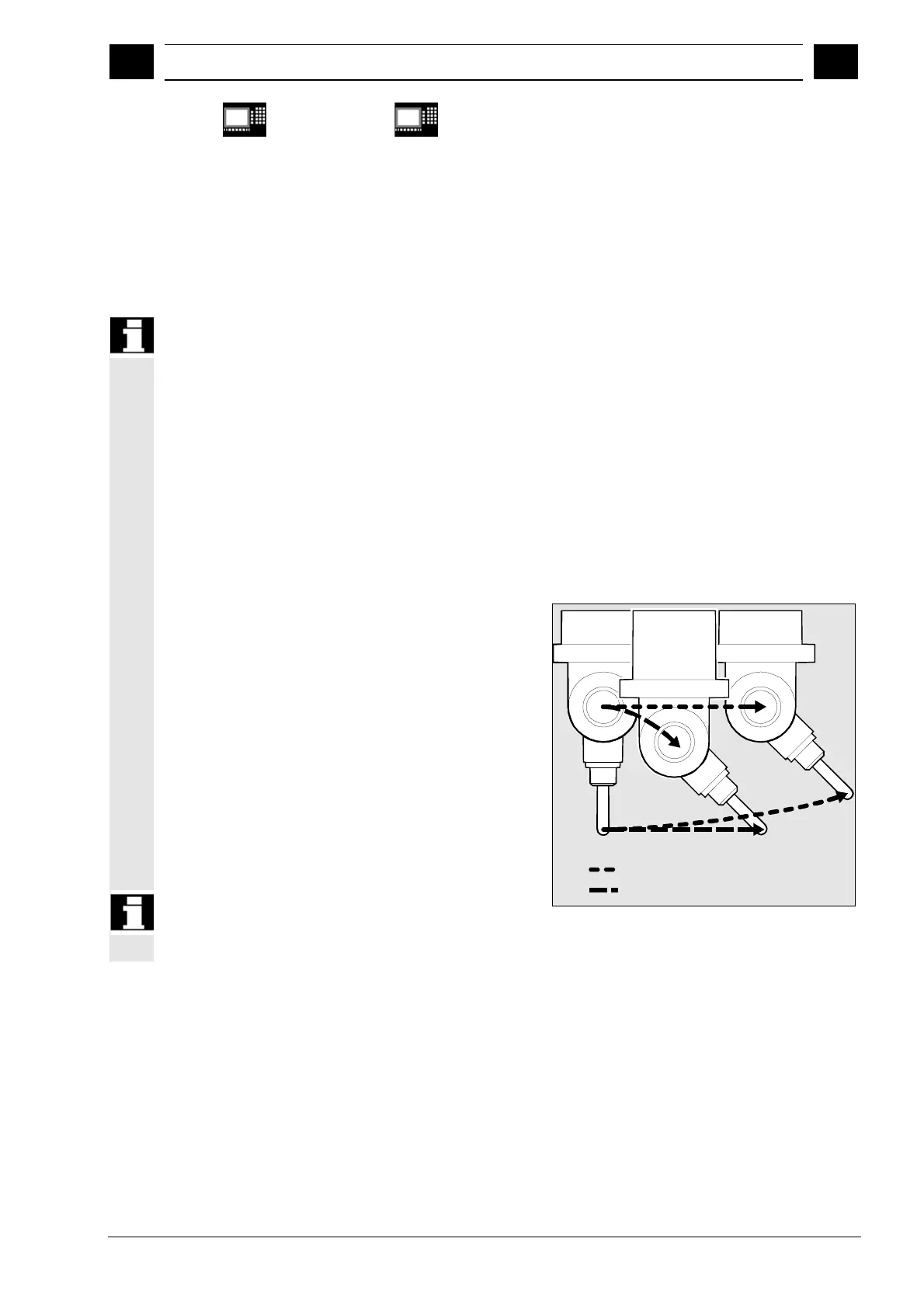
Without 5-axis transformation
With 5-axis transformation