1
Flexible NC Programming 02.98
1.14 Interru
t routine
1
840D
NCU 571
840D
NCU 572
NCU 573
810D
840Di
Siemens AG 2000. All rights reserved
1-68
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
1.14 Interrupt routine
Programming
SETINT(3) PRIO=1 NAME
SETINT(3) PRIO=1 LIFTFAST
SETINT(3) PRIO=1 NAME LIFTFAST
G… X… Y… ALF=…
DISABLE(3)
ENABLE(3)
CLRINT(3)
Explanation of the commands
SETINT(n)
Start interrupt routine if input n is enabled, n (1...8) stands for the
number of the input
PRIO=1
Define priority 1 to 128 (1 has top priority)
LIFTFAST
Fast lift from contour
NAME
Name of the subprogram to be executed
ALF=…
Programmable traverse direction (in motion block)
DISABLE(n)
Deactivate interrupt routine number n
ENABLE(n)
Reactivate interrupt routine number n
CLRINT(n)
Clear interrupt assignments of interrupt routine number n
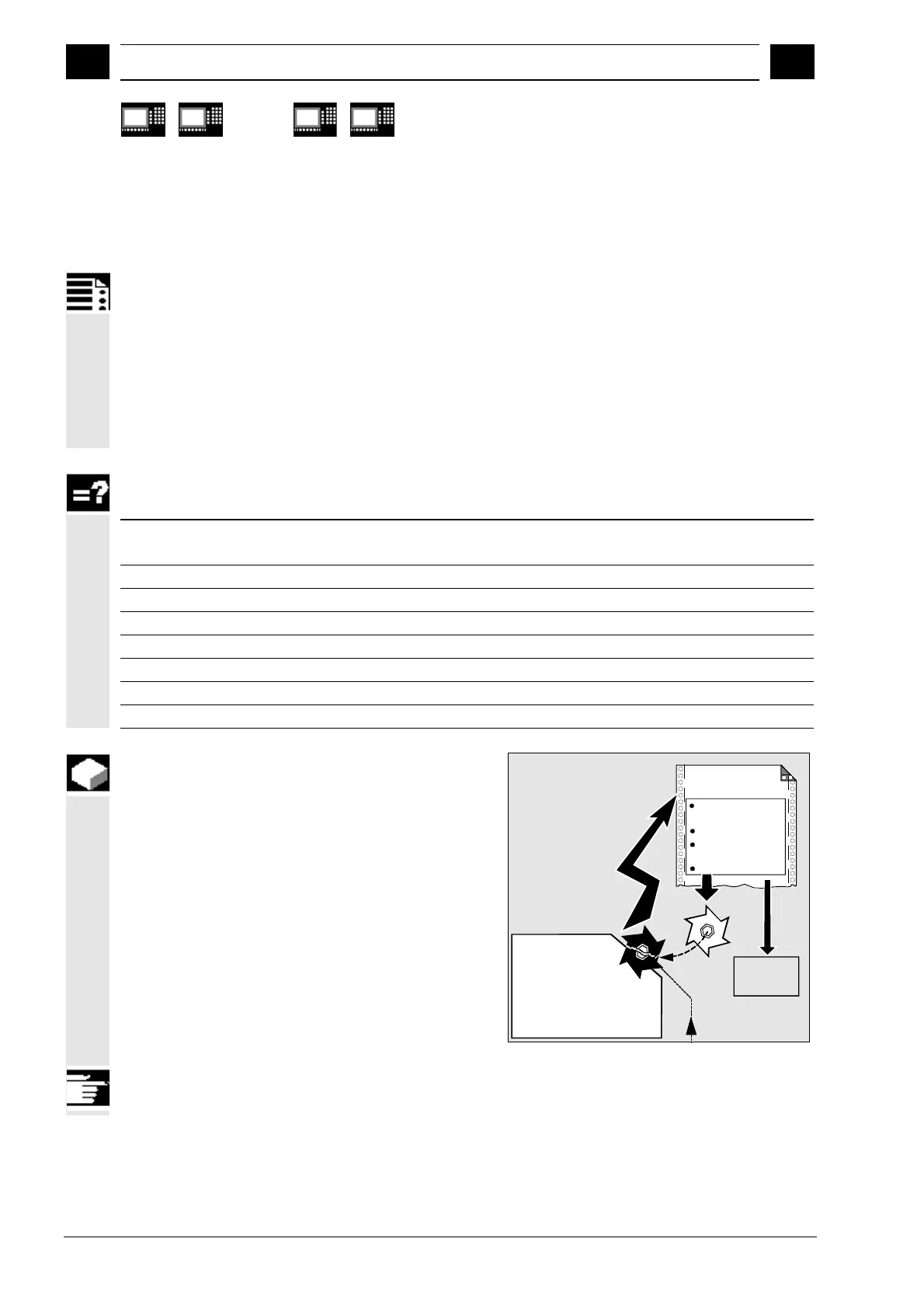
Function
Example: The tool breaks during machining. This
triggers a signal that stops the current machining
process and simultaneously starts a subprogram this
subprogram – is called an interrupt routine. The
interrupt routine contains all the instructions which
are to be executed in this case.
When the interrupt routine has finished being
executed and the machine is ready to continue
operation, the control jumps back to the main
program and continues machining at the point of
interruption – depending on the REPOS command.
Main
program
Interrupt routine
Withdraw from
contour
Tool change
New offset
values
Reposition
For further information on REPOS, see Chapter 9,
Path Traversing Behavior, Repositioning.