8
Tool Offsets 04.00
8.6 Tool orientation
8
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
8-286
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
8.6 Tool orientation
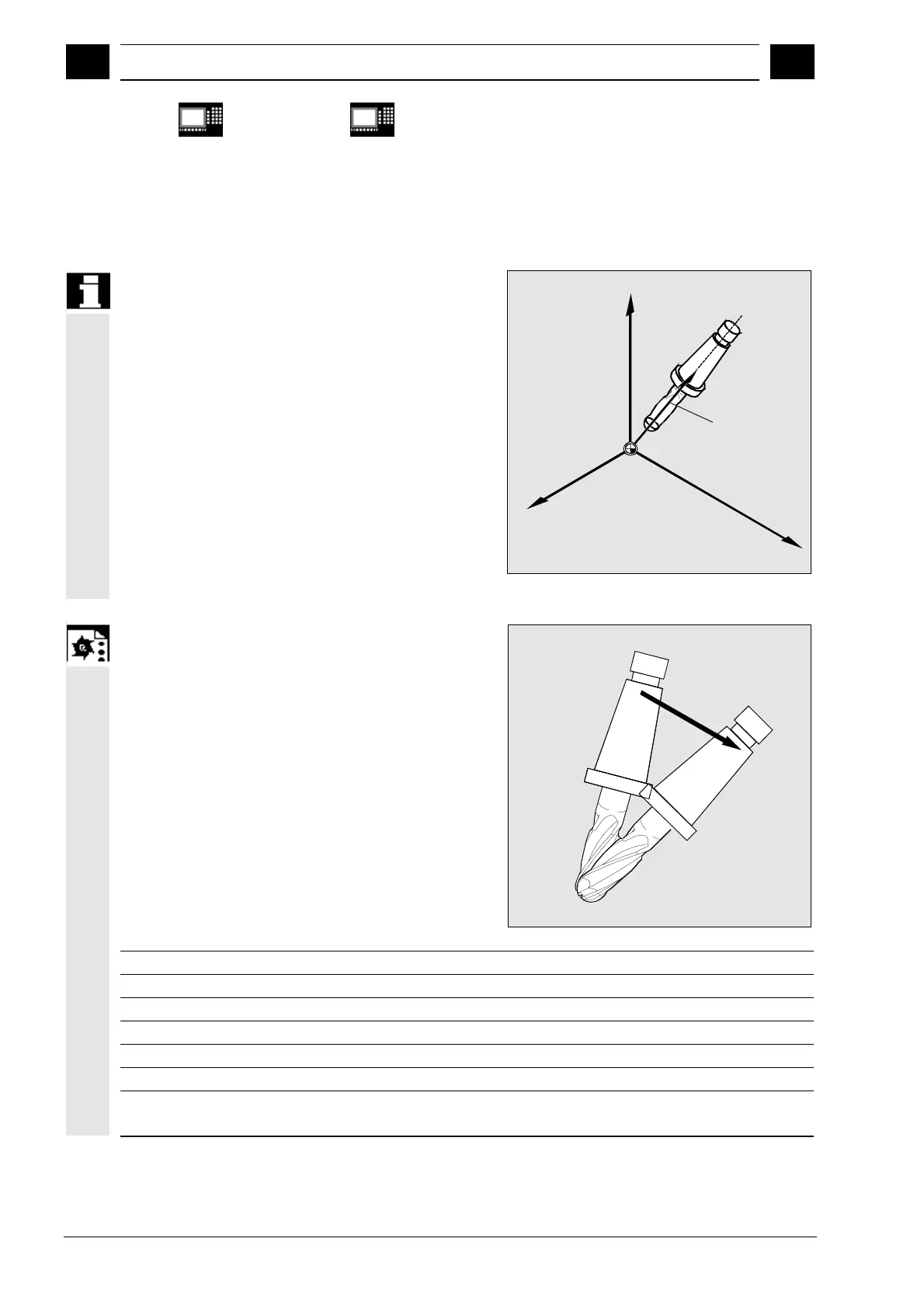
Tool orientation is the term given to the geometrical
alignment of the tool in space.
On a 5-axis machine tool, the tool orientation can be
controlled with program commands.
Z
Y
X
Direction
vector
Programming tool orientation
A change in tool orientation can be programmed by:
•
Direct programming of the rotary axes
•
Euler or RPY angle
•
Direction vector
•
LEAD/TILT (face milling)
The reference coordinate system is either the
machine coordinate system (ORIMCS) or the current
workpiece coordinate system (ORIWCS).
A change in orientation can be controlled by the
following:
Change in
orientation
ORIC
Orientation and path movement in parallel
ORID
Orientation and path movement consecutively
OSOF
No orientation smoothing
OSC
Orientation constantly
OSS
Orientation smoothing only at beginning of block
OSSE
Orientation smoothing at beginning and end of block
ORIS
Speed of orientation change with active orientation smoothing in
degrees per mm; valid for OSS and OSSE