7
08.97 Transformations
7.1 Three
four and five-axes transformation: TRAORI
7
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
7-235
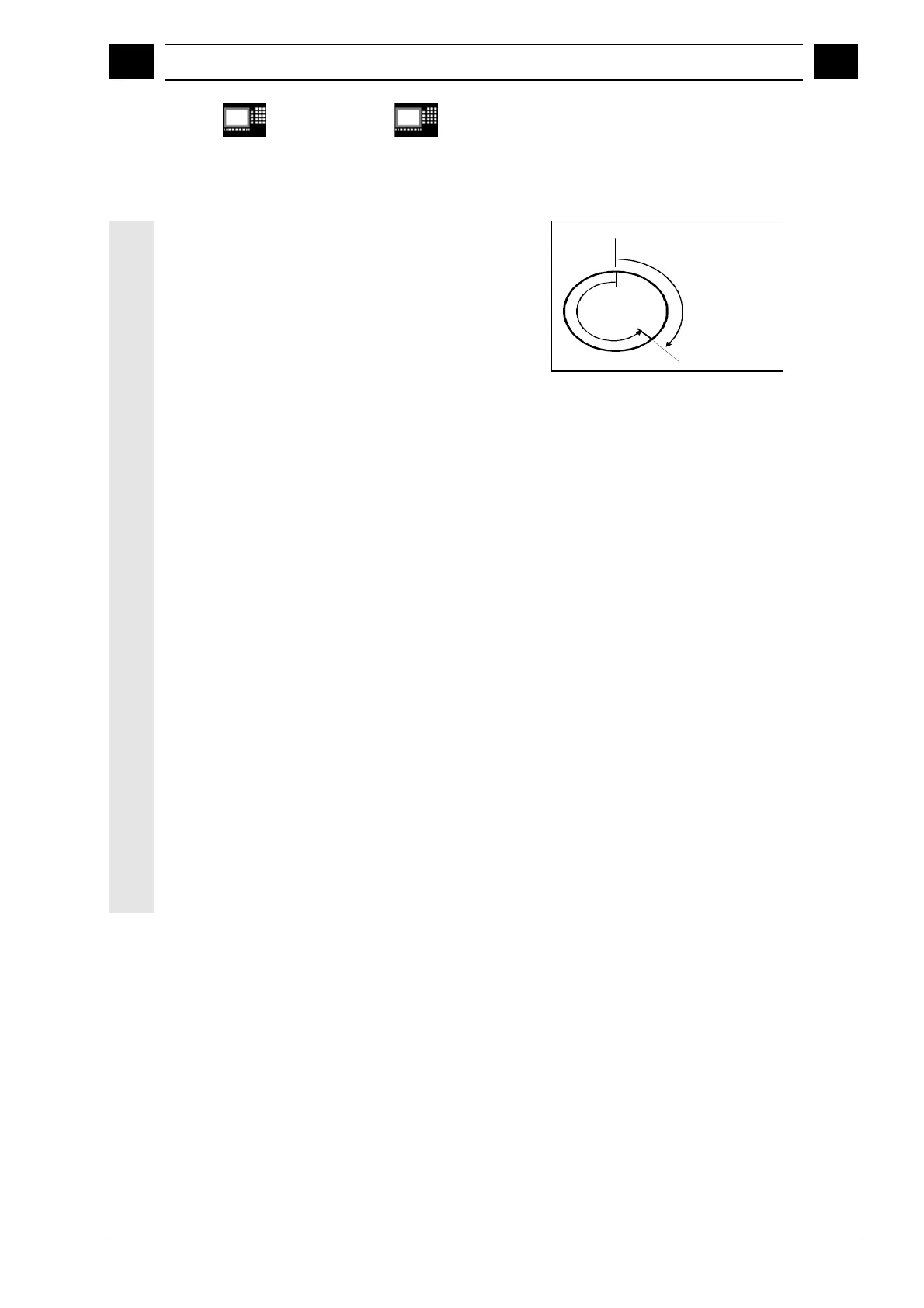
Example:
The target position displayed in the diagram can be
approached in positive or negative direction. The
direction is programmed under address A1.
A1=225
°
, TU=bit 0,
→
positive direction
A1=
−
135
°
, TU=bit 1,
→
negative direction
Starting position
Target position
negative
direction
positive
direction
Corner rounding between the CP and PTP
movements
Programmable corner rounding between the blocks
is possible with G641.
The size of the rounding area is the path dimension
in mm or Inch from which or to which the block
transition is rounded. The size must be specified as
follows:
•
with ADISPOS for G0 blocks
•
with ADIS for all other motion commands
The path distance calculation corresponds to the
consideration of F addresses in non-G0 blocks. The
feed is maintained on the axes specified in
FGROUP(..).
Feed calculation:
For CP blocks, the Cartesian axes of the basic
coordinate system are used for the calculation.
For PTP blocks, the corresponding axes of the
machine coordinate system are used for the
calculation.