8
Tool Offsets 04.00
8.3 Online tool offset PUTFTOCF
PUTFTOC
FTOCON
FTOCOF
8
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
8-270
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
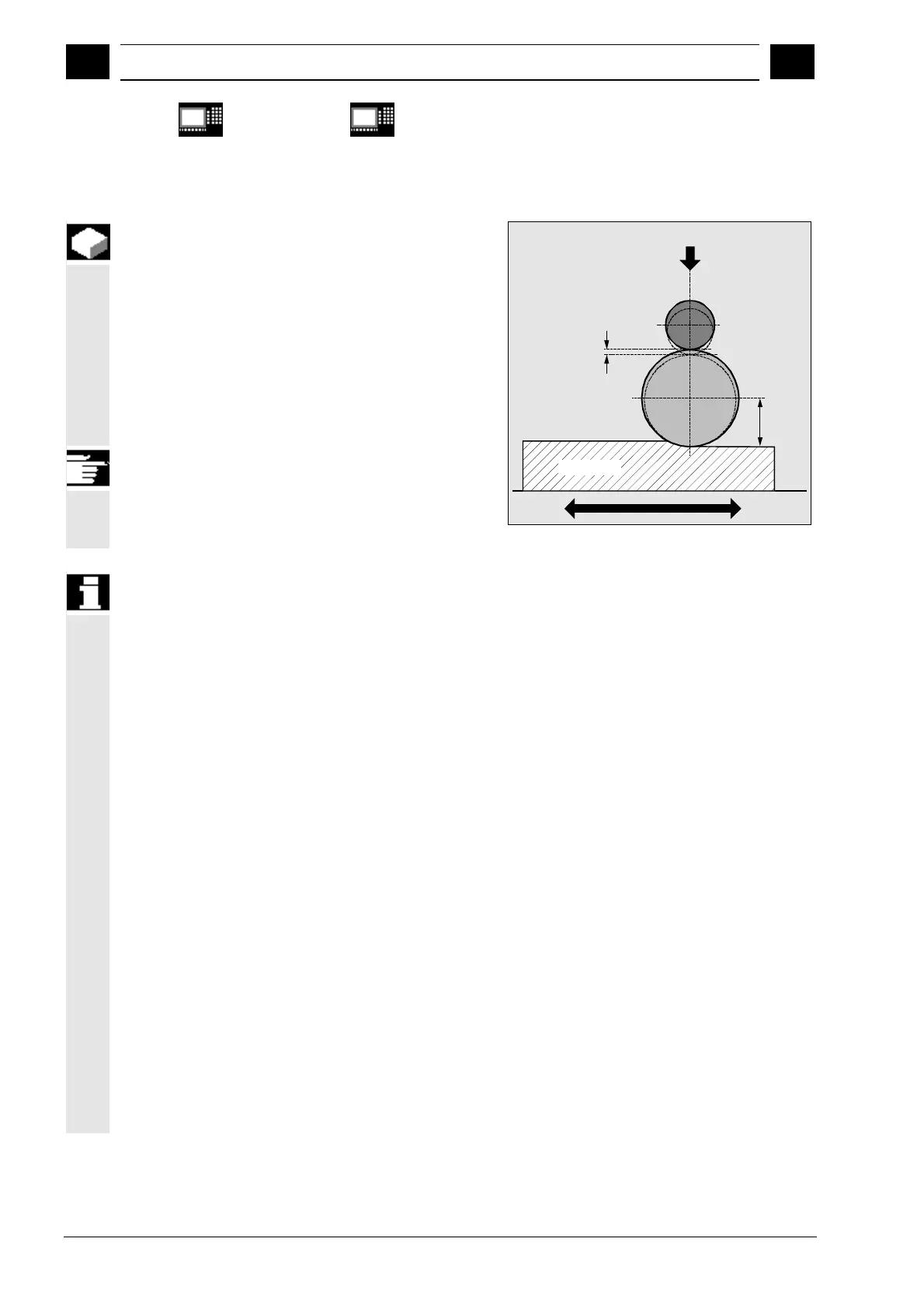
Function
The function makes immediate allowance for tool
offsets resulting from machining by means of online
tool length compensation (e.g. CD dressing: the
grinding wheel is dressed parallel to machining). The
tool length compensation can be changed from the
machining channel or a parallel channel (dresser
channel).
Online tool offset can be applied only to grinding
tools.
Dressing roll
Dressing
amount
Workpiece
Grinding
wheel
Length 1
General information about online TO
Depending on the timing of the dressing process, the
following functions are used to write the online tool
offsets:
•
Continuous write, non-modal: PUTFTOCF
•
Continuous write, modally: ID=1 DO FTOC
(see Chapter Synchronized actions)
•
Discrete write: PUTFTOC
In the case of a continuous write (for each
interpolation pulse) following activation of the
evaluation function each change is calculated
additively in the wear memory in order to prevent
setpoint jumps.
In both cases:
The online tool offset can act on each spindle and
lengths 1, 2
or
3 of the wear parameters.
The assignment of the lengths to the geometry axes
is made with reference to the current plane.
The assignment of the spindle to the tool is made
with reference to the tool data with GWPSON or
TMON as long as it is not the active grinding wheel
(see Programming Guide "Fundamentals").

 Loading...
Loading...



















