8
04.00 Tool Offsets
8.4 Maintain tool radius com
ensation at constant level
CUTCONON
8
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
8-277
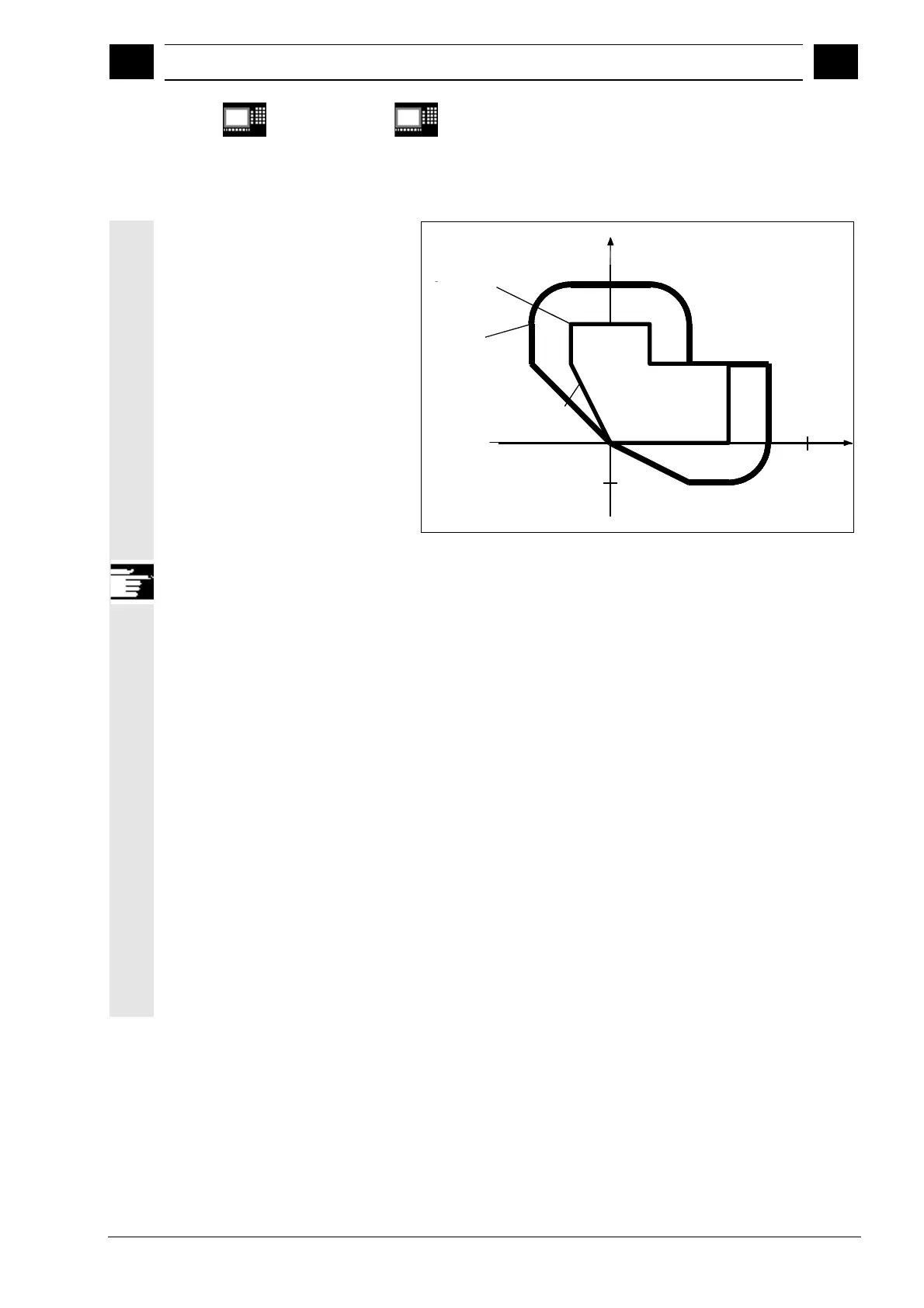
N70 N80
N90
N100
N110
N120
N130
N140
X
Y
50
-10
Contour without TRC
Contour with TRC
Additional notes
1. CUTCONON has no effect if tool radius
compensation is not active (G40). An alarm is
output.
The G code remains active, however. This is
significant if tool radius compensation is to be
activated in a subsequent block with G41 or G42.
2. It is possible to change the G code in the 7th G
code group (tool radius compensation; G40 / G41
/ G42) when CUTCONON is active. A change to
G40 is effective immediately.
The offset with which the previous blocks were
traversed is applied.
3. If CUTCONON or CUTCONOF is programmed in
a block without a traversing movement in the
active compensation plane, the change does not
become effective until the next block with such a
traversing movement.
Further information: /FB/, W1 Tool Offset

 Loading...
Loading...



















