上海维宏电子科技股份有限公司
SHANGHAI WEIHONG ELECTRONIC TECHNOLOGY CO., LTD.
23 / 61
mechanical coordinate based on the X-axis mechanical coordinate of the current
point and the X-axis mechanical coordinate recorded in the last step, and sets the
X-axis workpiece coordinate of the midpoint to zero.
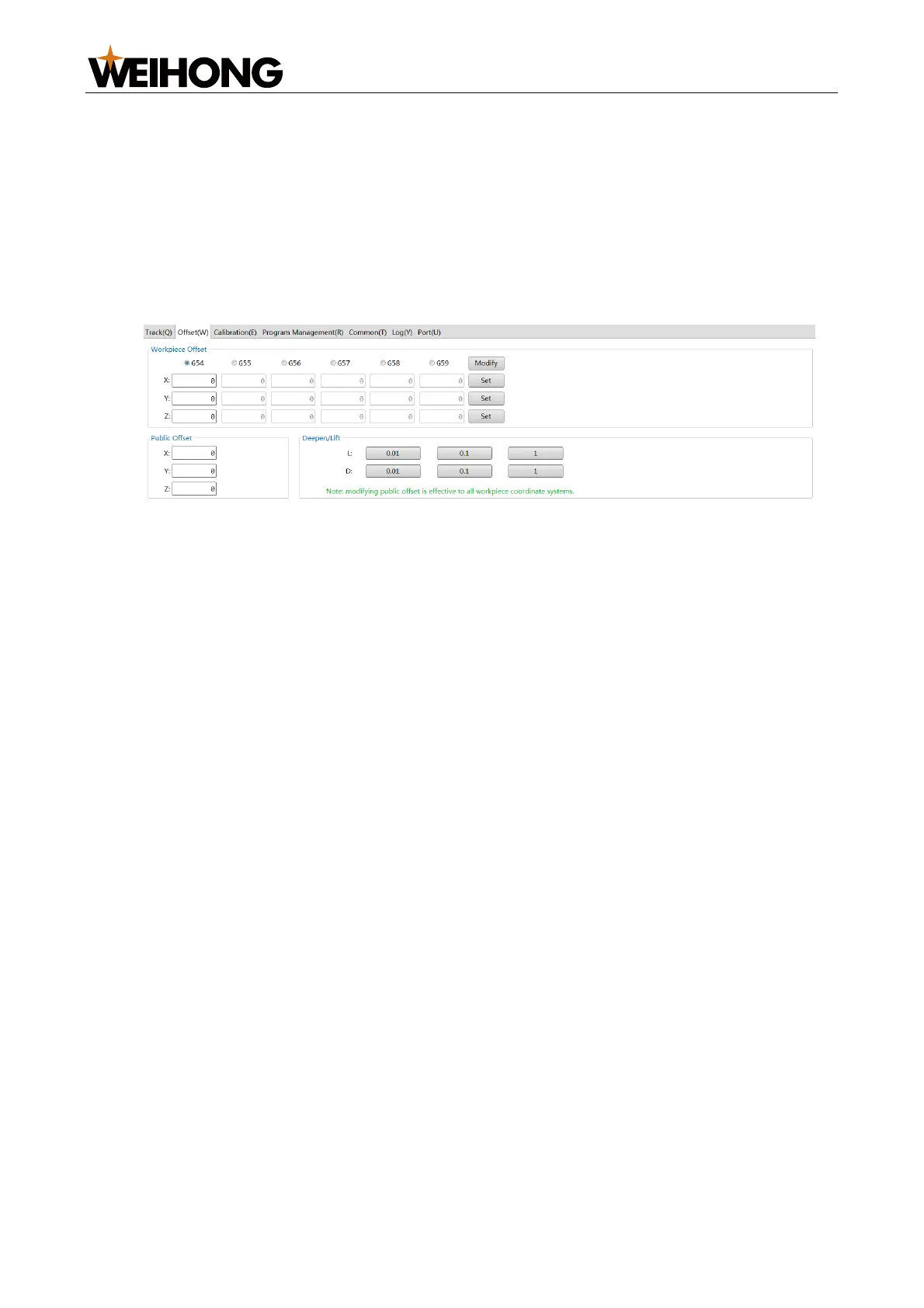
3.7.3 Setting Workpiece Offset and Public Offset
Workpiece offset indicates deviation of the workpiece origin from the mechanical origin.
Public offset indicates deviation of a whole workpiece coordinate system from the positions
established based on the workpiece offset.
Follow the steps below to set the workpiece offset and public offset parameters:
1. Click the Offset tab in the function window.
2. Select the target workpiece coordinate system, such as G54.
3. Enter X/Y/Z-axis workpiece offset in the X/Y/Z fields.
4. Click the Set buttons behind the X/Y/Z fields. In the popped up dialog box, click Yes
to set the X/Y/Z-axis workpiece coordinate of the current point to 0.
5. Optional: Enter X/Y/Z-axis public offset values in the X/Y/Z fields in the Public
Offset area.
6. Optional: Click the 0.01/0.1/1 buttons in the Deepen/Lift area to adjust the Z-axis
public offset by certain amount separately.
3.7.4 Tool Calibration
Tool calibration is used to measure the selected tool and check the tool offset to ensure
that the tool can work properly.
Follow the steps below to calibrate the selected tool:
1. In Auto or Manual mode, click the Calibration tab in the function window.