IS-300A
4. How to Operate Screens
4-10
(a) SCHEDULE #
Select from #001 to #255 to set the SCHEDULE.
Normally select #001 first, then select additional schedules in sequential order.
(b) PULSE LIMIT
When limiting the pulse width in Primary constant-current peak value control, set
the limit for each of WELD1, WELD2 and WELD3.
The setting range is 10.0 to 99.9%.
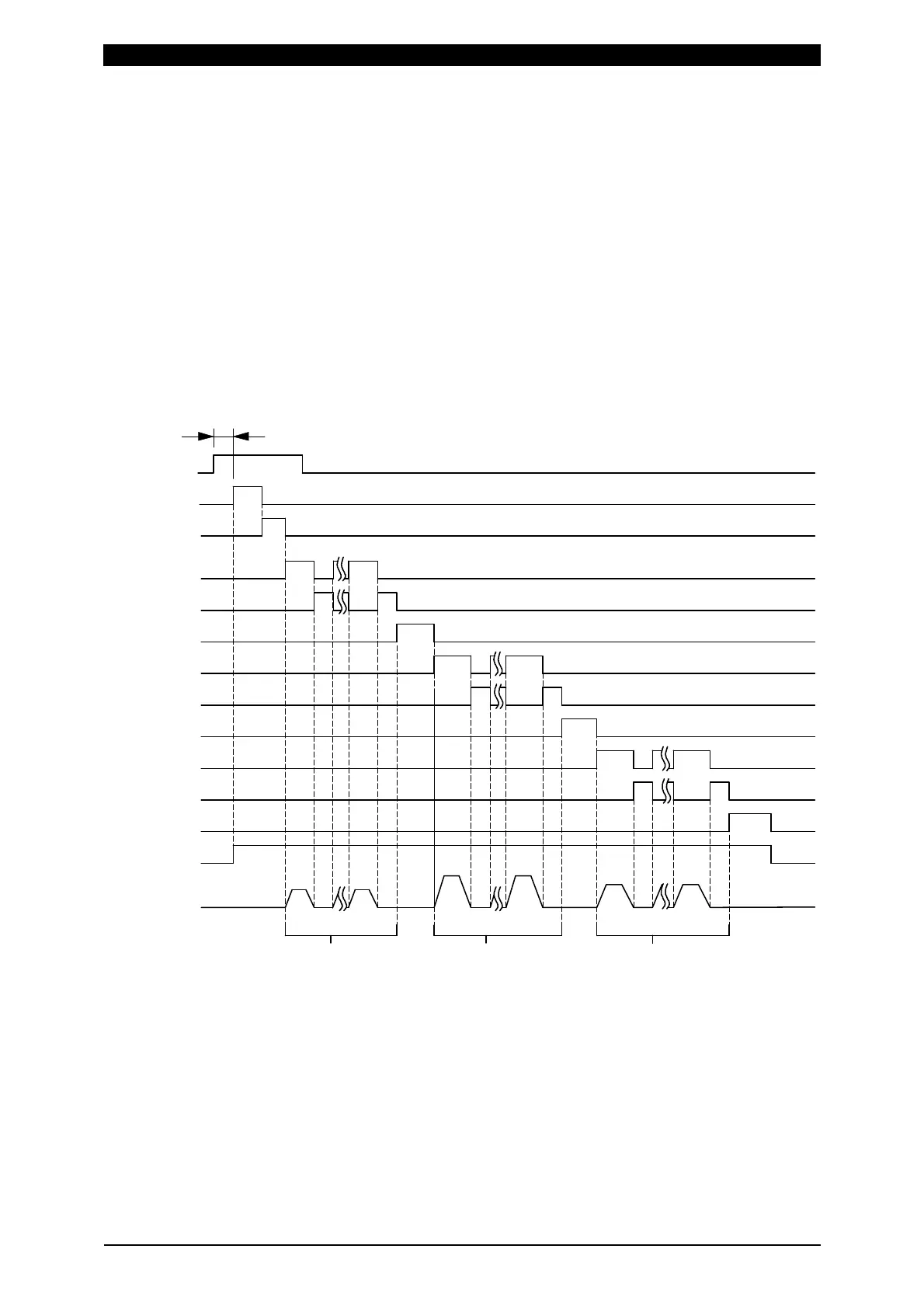
(c) PULSATION / INTERVAL1 to 3
Set the number of repetitions (PULSATION (01 to 19)) and the downtime
(INTERVAL1 to 3) in WELD1 to 3. (See figure below.)
However, when the number of repetitions is set to 01, the downtime does not
work.
A
When performing a welding with the setting PULSATION to 02 or more and
INTERVAL1 to 3 to 0, set the control system to the primary constant-current
effective value control or the primary constant-current peak value control. If a
welding is performed with the other controls, control and monitored value
may not function correctly.
When performing a welding with the setting PULSATION to 02 or more, only
the last welding data is displayed as the monitored value of WELD2 after
completion of sequence. In the timing chart above, the data of the third time
is displayed. (See (4) MONITOR Screen.) Also, if the current gets out of the
range of upper/lower limit judgment during repeated PULSATION operation,
A: DELAY START SET
2ND
SQD
SQZ
WELD1
INTERVAL1
COOL1
WELD2
INTERVAL2
COOL2
WELD3
INTERVAL1
HOLD
VALVE OUTPUT
Welding current
HEAT1 HEAT1 HEAT2 HEAT2 HEAT3 HEAT3
PULSATION1 PULSATION2 PULSATION3
 Loading...
Loading...



