IS-300A
4. How to Operate Screens
4-35
WORK: If the judgment is GOOD in current-supplied monitoring or CAUTION is
set to output when upper/lower limit monitor is outside the range, the
count value is incremented. When the preset count is “0”, the count
value is not incremented.
Judgment Counting Manner
GOOD (normal)
WELD Counter is incremented.
WORK Counter is incremented by one
when WELD Count reached the set value.
Upper/lower limit
monitor is outside
the range.
CAUTION
ERROR
WELD Counter is not incremented.
WELD Counter is reset to 0 (zero) when
NG is reset. WORK Counter is not
incremented.
Error
(q) SCAN MODE
Select a mode of the transformer selecting function. Select a setting from 1-2 to
1-5 when connecting the transformer selector MA-650A.
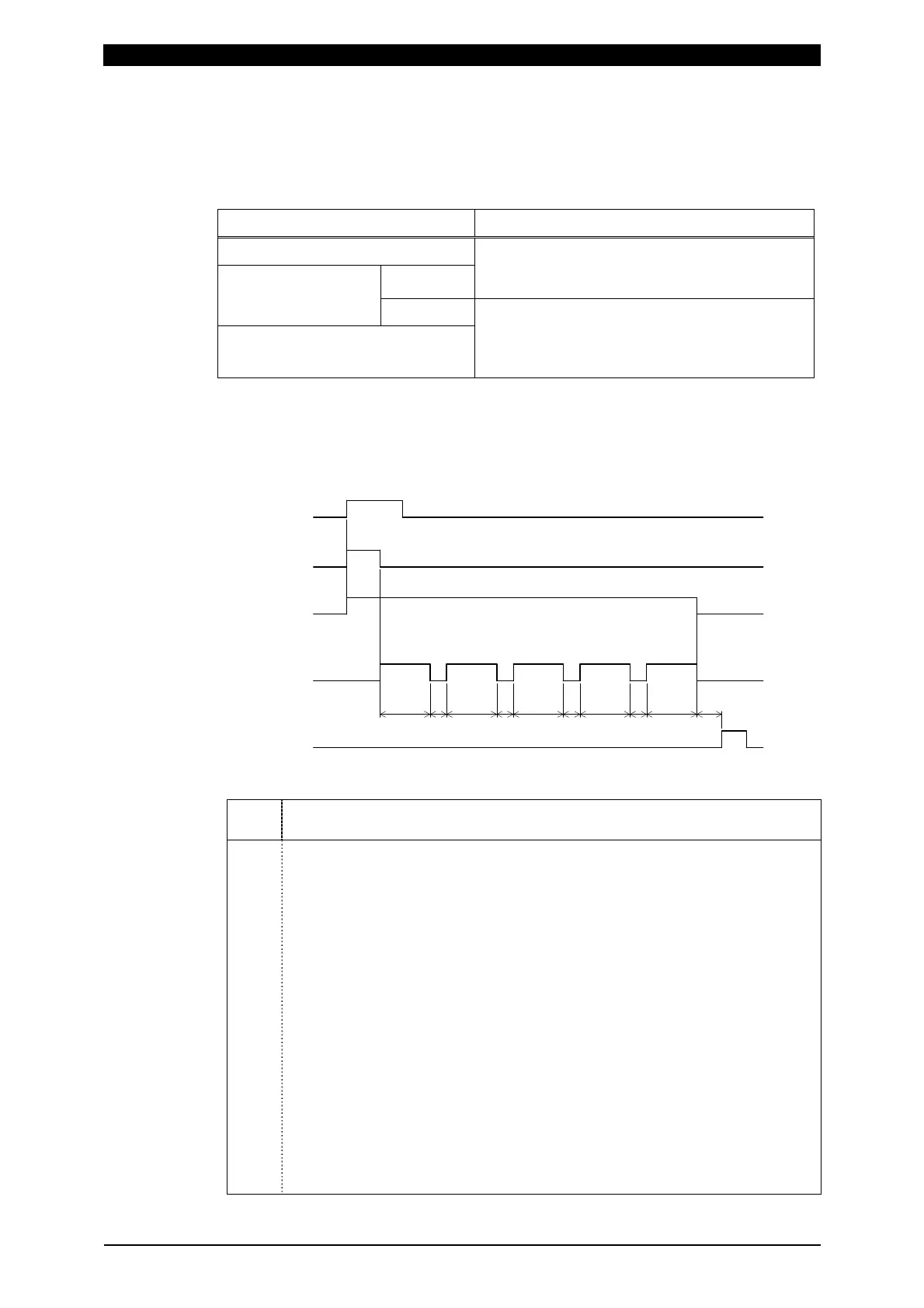
2ND STAGE
SQD(SCH2)
SCH2
SCH3 SCH4
SCH5
SCH6
Transformer selector 1-5 (when SCH2 is selected)
Welding sequence
SOL1 or SOL2
Transformer number
(SQZ to HOLD of SCH2 to 6)
(Valve output selected in SCH2)
END output
a
a
aa
b
TR#4
TR#2 TR#3 TR#5 TR#1
a: 13 ms max. b: 1 ms max.
OFF
Mode not using the Welding transformer [I/O] connector on the rear
panel.
1-5
First, welding is performed using the selected schedule No. (N), then
using the next schedule No. (N+1).
Next, welding is performed in sequence using successive schedule
numbers (N+2, N+3, N+4...).
At this time, welding is performed in sequence using transformer No.
(TRANS #) set on each SCHEDULE screen.
For example, when schedules 2, 3, 4, 5, and 6 are selecting
transformers 4, 2, 3, 5, and 1 respectively, and you start welding
using schedule 2, welding is performed using schedule 2 (TR#4) first,
then schedule 3 (TR#2), schedule 4 (TR#3), schedule 5 (TR#5), and
lastly schedule 6 (TR#1). (See figure above.)
Also, when schedule 255 is selected, welding is performed in
sequence using schedule 255 first, then schedule 1, schedule 2...
Squeeze delay time (SQD) is inserted in the first welding (N) only.
SQD set in the second (N+1) or later is ignored. Valve outputs the
number set in the selected schedule No. Different valve No. set in
N+1 or later does not function.
The same can be said for 1-1 to 1-4 settings.
 Loading...
Loading...



