IS-300A
4. How to Operate Screens
4-34
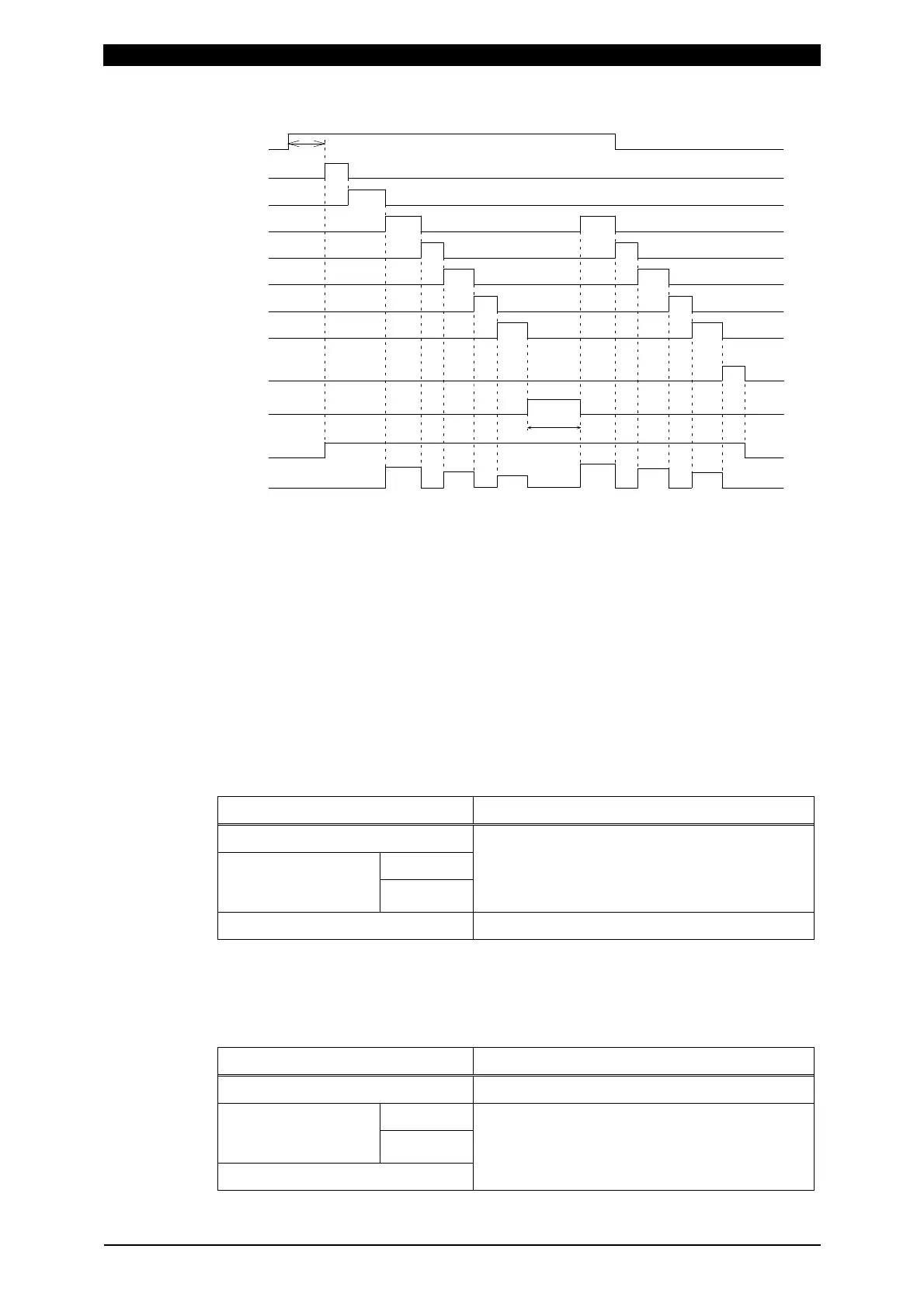
RE-WELD Timing Chart
200ms
(p) COUNTER
Sets the mode of counter. There are three modes (TOTAL/GOOD/WORK).
The counter value returns to “0” at the time the setting is changed.
The count value is not incremented when WELD is OFF.
TOTAL: The count value is incremented by one despite the result of the
upper/lower limit judgment in monitoring when the current is supplied.
In case of errors other than upper/lower limit monitor and counter error
(device error, setting error, no-current error (ERROR/CAUTION),
workpiece error (ERROR/CAUTION)), the count value is not
incremented.
Judgment Counting Manner
GOOD (normal)
Count value is incremented.
Upper/lower limit
monitor is outside
the range.
CAUTION
ERROR
Error Count value is not incremented.
GOOD: The count value is incremented by one if the judgment is GOOD in
current-supplied monitoring.
In case of errors other than the counter error, the count value is not
incremented.
Judgment Counting Manner
GOOD (normal) Count value is incremented.
Upper/lower limit
monitor is outside
the range.
CAUTION
Count value is not incremented.
ERROR
Error
2ND STAGE
SQD
SQZ
WELD1
COOL1
WELD2
COOL2
WELD3
HOLD
2nd supply of
welding current
(fixed at 200 ms)
Valve output
Welding current
HEAT1 HEAT2 HEAT3
DELAY START SET time
5%
higher
than
HEAT1
5%
higher
than
HEAT2
5%
higher
than
HEAT3
 Loading...
Loading...



