IS-300A
4. How to Operate Screens
4-33
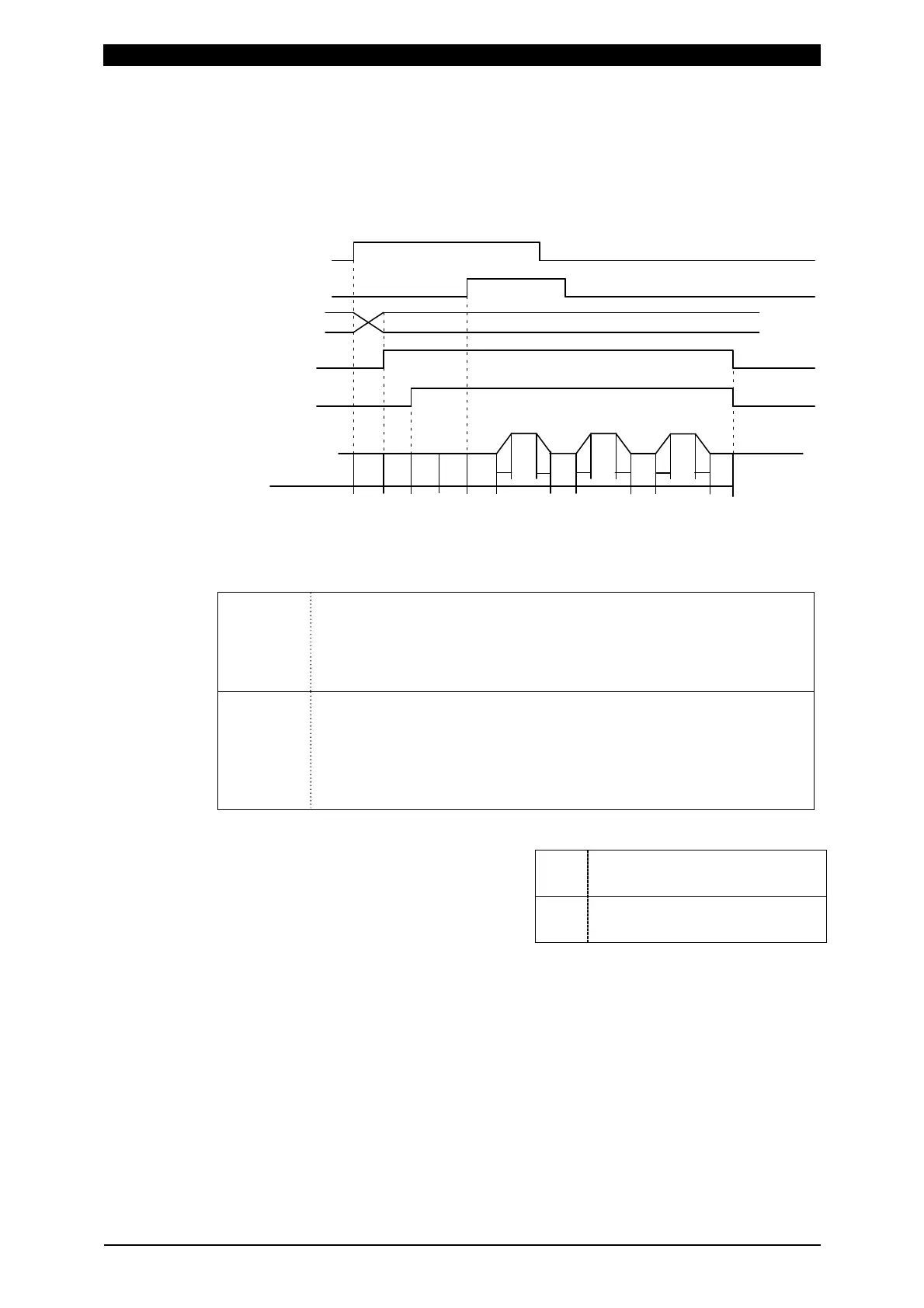
When the 1ST STAGE signal is input, SOL1 is output, and then SOL2 is output
after SQD. After SQD and SQZ, the sequence waits for the 2ND STAGE signal
input. Next, when the 2ND STAGE signal is input, the welding sequence after
WELD1 starts.
The STEPPER (step-up (-down) operation) is operated with the specified valve
No.
UU
D
D
WE1 WE2
U
D
HOCO1
CO2
WE3
SQD
SQZ
TW TT
(n) MONITOR DISP MODE
Sets the monitor display. This function is invalid when the Program Unit is
disconnected.
NORMAL
The monitor display is updated each time. It takes monitored
value computing time + display time (ms). Used when the part
cycle time is relatively slow.
* Communicated with the Program Unit each time welding is
complete.
LAST
The monitor display is not updated. When the MONITOR screen
is updated, the last measured value is displayed. Used when the
part cycle time is relatively fast.
Errors are also displayed only when updated (communicated
with the Program Unit).
* Not communicated with the Program Unit automatically.
(o) RE-WELD
Select whether or not to supply
welding current again at the same
location if the monitored current is
lower than the lower limit. The second
welding current will be 5% greater than
the setting value.
Even when the welding current is supplied twice with RE-WELD, each count
value is incremented only once.
TOTAL, WELD/WORK, and STEPPER → Once
GOOD → None (Below the lower limit setting for the second time)
Once (The lower limit setting or more for the second time)
This cannot be used in combination with the off time (OFF).
When the off time is set, RE-WELD works as OFF even if ON.
When RE-WELD is combined with STEPPER, the welding current will be 5%
greater than the value set for STEPPER.
ON
Welding current will be
supplied again.
OFF
Welding current will not be
supplied again.
1ST STAGE
2ND STAGE
Schedule selection
(1,2,4,8,16,32,64,128,P)
Valve output (SOL1)
Valve output (SOL2)
Welding sequence
 Loading...
Loading...



