V0505, 8.4
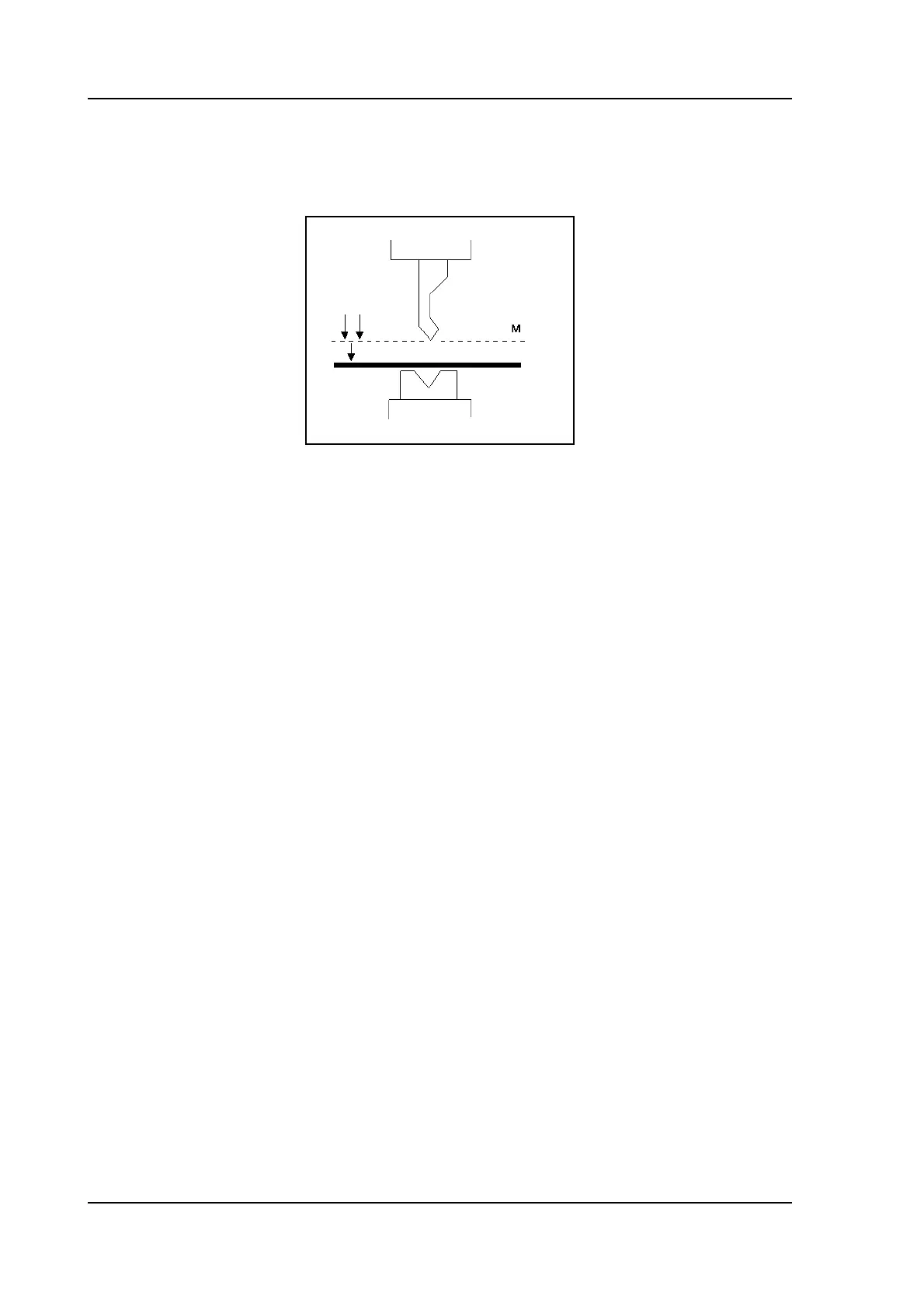
Mute . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M
Sequence point where the Y-axis is switched from fast closing speed to pressing speed. It
is programmed here as a Y-axis position value.
8.b
Decompression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BP
Decompression stroke after the bending to release the working pressure. The same
parameter as DC in the data preparation mode.
Force . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P
Max. adjusted tonnage during pressing.
X-Axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .X
The programmed value in X- direction to get a certain backgauge position.
Retract. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DX
Retract distance of backgauge during the bending. The "backgauge retract" is started at
the pinching point of the plate.
Auxiliary axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .R
If you have one or more auxiliary axes (for instance a R-axis, Z-axis or part support) the
parameters of these axes appear here. When you have a R1-axis and a R2 axis the pro-
grammed R1 value is automatically copied to the R2-axis value. The R2-axis value can,
if necessary, be changed afterwards.
Open . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DY
This parameter results in a certain gap opening between the punch and the die after the
bend. A positive value is the gap opening above Mute, a negative value below Mute.
When you want to limit the handling time for the product you can program a small posi-
tive or a negative value.
Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .S
Pressing speed
Decomp speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BS
The back pressure speed is the programmable speed of the beam during the decompres-
sion stroke.