69
6. Machine Accuracy Measurement and Adjustment
※ Note) Table Ass’y vertical/horizontal adjustment
(1) When the B-axis is turned to B90, make a note of the direction and error
amount by measuring the height of the Y-axis and table top.
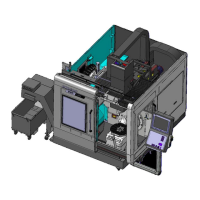
(2) Set up two indicators on the spindle head, perform “0” setting while
touching the needle on the T-groove side on the table end and table top,
and then loosen the 160601-02056C Bearing Body Fixing Bolts (4- BB8ⅹ
45) and Adjust Bolts (6-120106-01192).
▪ Loosen them so that the Bearing Body is not affected at all and moves
on its own.
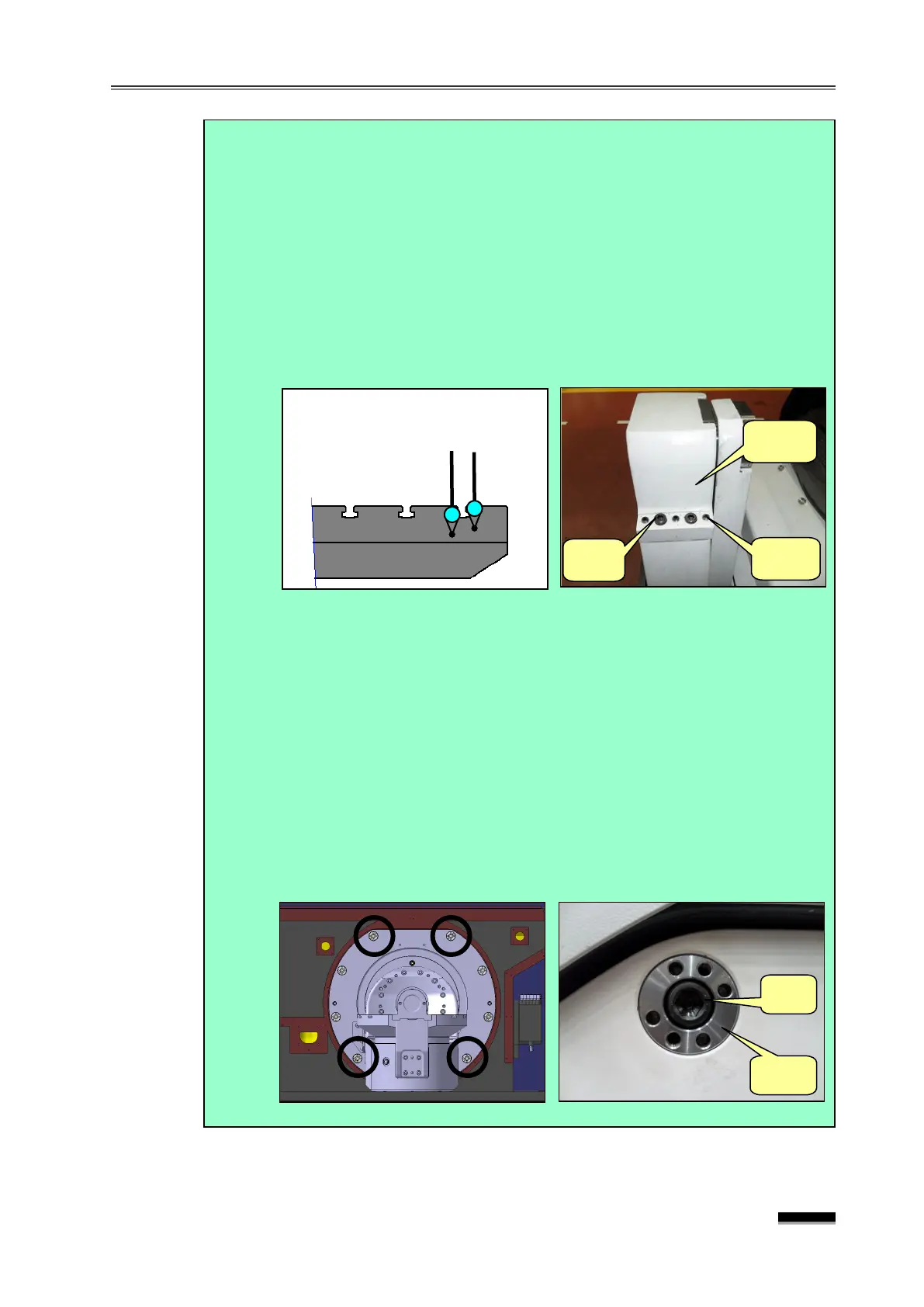
(3) Loosen the four remaining bolts (except for the two top and two bottom
bolts) of the eight (8) table fixing bolts, slightly loosen the two upper side
fixing bolts if the front side is “+ ” in the measurement of the table top
parallelism (two lower side bolts in case it is “- ”), turn them to the right
little by little with the Adjust Block Adjustment Hook Wrench until the
indicator on the table top moves by about 1.5 times the measurement of
the initial table top parallelism while the indicator on the T-groove side
does not move.
▪ If the Adjust Block Adjustment Hook Wrench has not been prepared,
use a rod to turn it by inserting a bolt into the tap hole machined in the
Adjust Block.