4 MIG/MAG WELDING
0460 896 274
- 18 -
© ESAB AB 2013
4 MIG/MAG WELDING
Main menu → Process
MIG/MAG welding melts a continuously supplied filler wire, with the weld pool being
protected by shielding gas.
Pulsing is used to influence the transfer of the droplets from the arc so that it remains stable
and spatter-free, even with low weld data.
For wire diameters that can be used for MIG/MAG welding with SHORT-/SPRAYARC and
with PULSING, see the "WIRE AND GAS DIMENSIONS" appendix at the end of this manual.
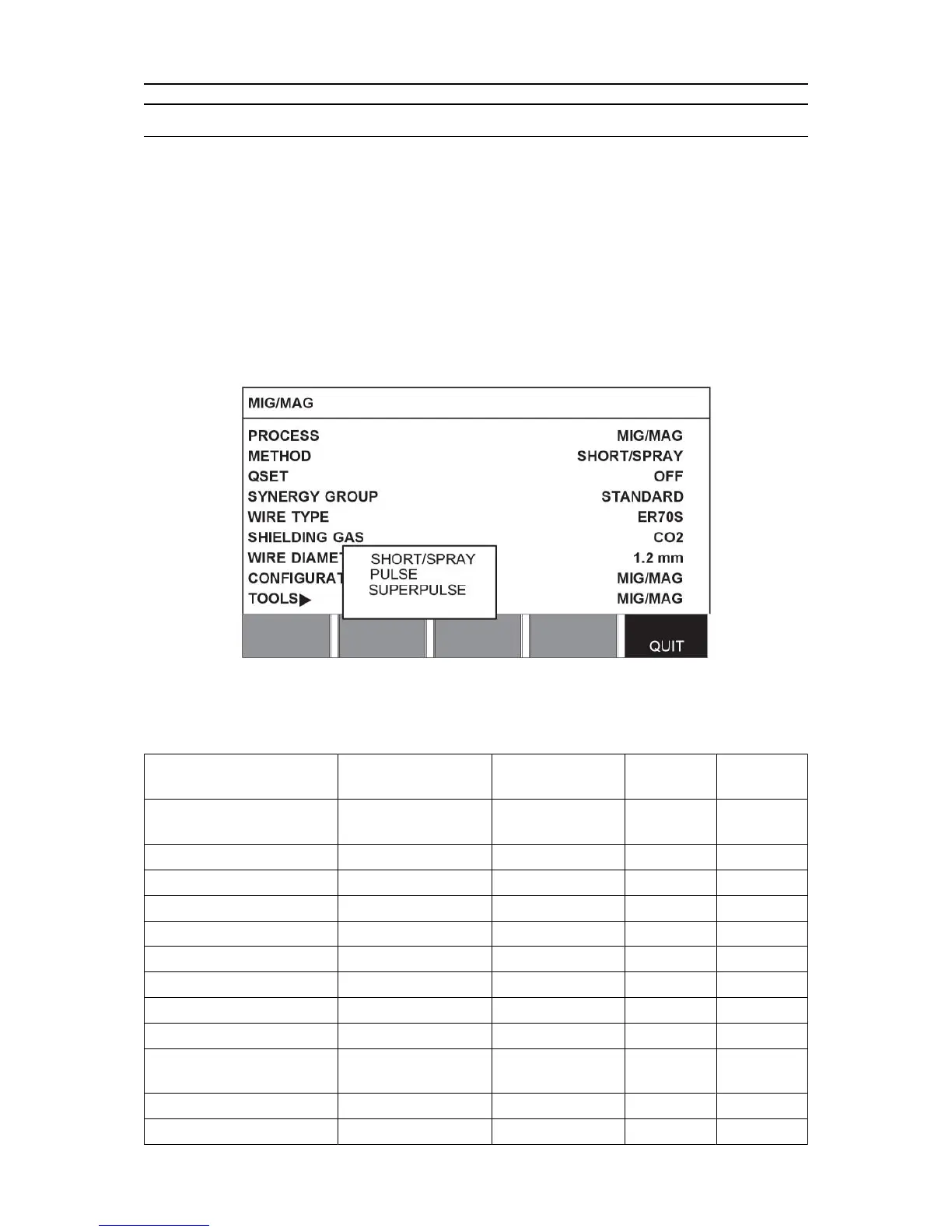
When the MIG/MAG process is selected, you can choose between four methods by selecting
Method with the left-hand knob and then pressing ENTER. Choose between short-/sprayarc,
puls or superpulse and then press ENTER again.
4.1 Settings in the weld data setting menu
4.1.1 MIG/MAG welding with short-/sprayarc
Settings Setting range In steps of Synergy
dependent
Adjustable
in synergy
Voltage 8 - 60 V 0.25 V (displayed
with one decimal)
x x
Wire feed speed** 0.8 - 30.0 m/min 0.1 m/min x
Inductance 0 - 100% 1% x x
Regulator type 1 - 12 1 x -
Synergy* OFF or ON - - -
Gas pre-flow 0.1 - 25 s 0.1 s x
Creep start OFF or ON - x
“Hot start” OFF or ON - x
“Hot start” time 0 - 10 s 0.1 s x
“Hot start” wire feed Complete wire feed
range
0.1 m/min x
“Touch sense” 10 - 16 A
Soft start OFF or ON - x