4 MIG/MAG WELDING
0460 896 274
- 20 -
© ESAB AB 2013
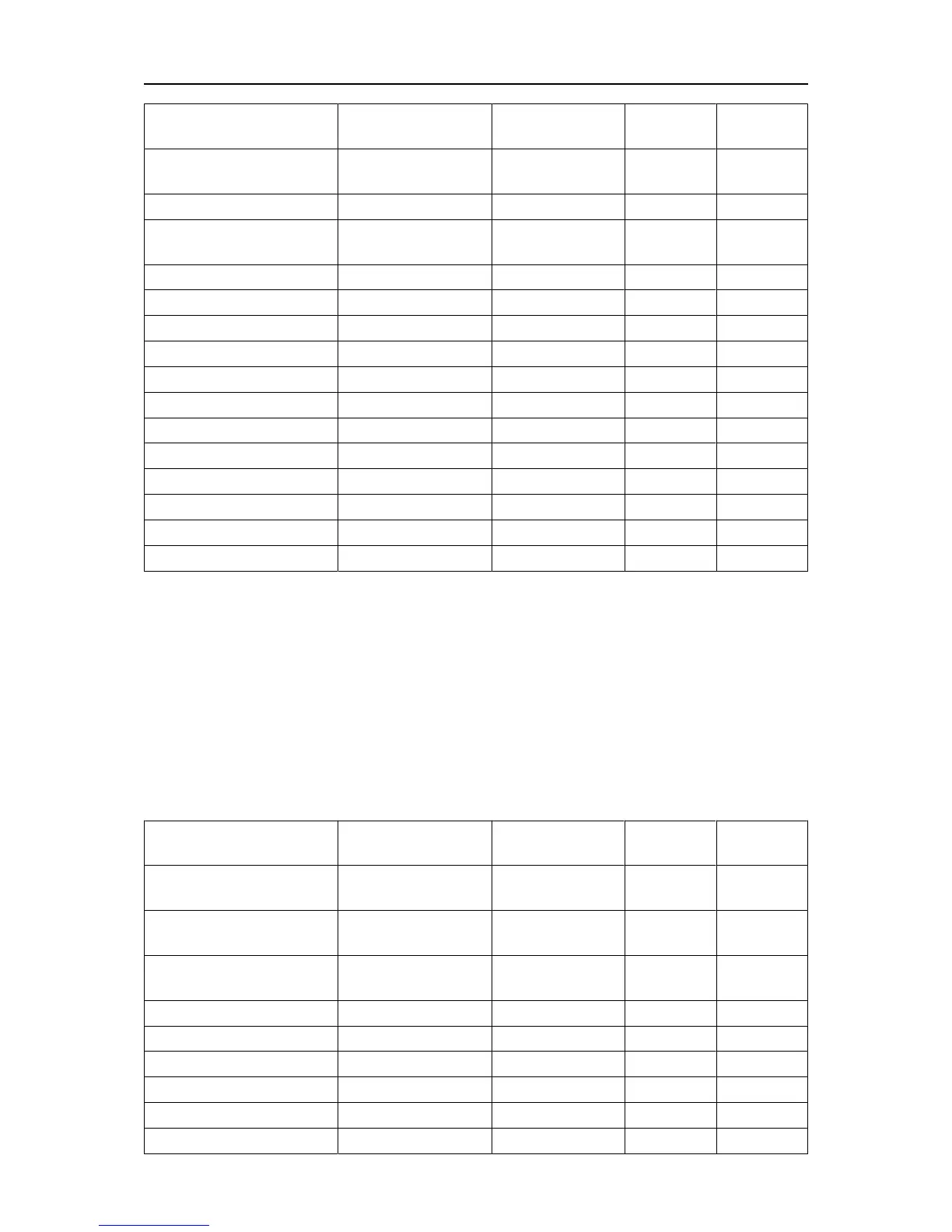
Settings Setting range In steps of Synergy
dependent
Adjustable
in synergy
Crater filling (pulsed/not
pulsed)
OFF or ON - x
Crater filling time 0 - 10 s 0.1 s x
Final crater filling wire
feed
1.5 m/min at current
wire feed speed
0.1 m/min x
Final crater filling voltage 8 - 33.2 V x
Final pulse current 100 - max A x
Final background current 12 - 50 A x
Final frequency 20 - 270 Hz x
“Release pulse”**** OFF or ON
Burnback time 0 - 1 s 0.01 s x
Termination Final pulse or SCT - x
Gas post-flow 0.1 - 25 s 0.1 s x
Setting limits 1 - 50 - - -
Measure limits 1 - 50 - - -
Spot welding ***** OFF or ON - x
Spot welding time 0 - 25 s 0.1 s x
*) The setting range is dependent on the wire feed unit used.
**) Minimal background current and pulse current are dependent on which machine type is
used.
***) The synergic line on delivery: solid wire (ER70S), shielding gas CO2 with wire 1.2 mm.
****) Adjusted in the configuration menu MIG/MAG defaults.
*****) It is not possible to select spot welding (ON) if gun trigger mode is 4-stroke.
4.1.3 MIG/MAG welding with SuperPulse, primary/secondary,
short-/sprayarc/pulsing
Main menu → Process → Method → Phase → Method
Settings Setting range In steps of Synergy
dependent
Adjustable
in synergy
Phase Primary or
Secondary
- x
Method Short-/sprayarc or
pulsing
- x
Voltage 10 - 50 V 0.25 V(displayed
with 1 decimal)
x x
Wire feed speed* 0.8 - 30.0 m/min 0.1 m/min x
Inductance 0 - 100% 1% x x
Pulse current** 100 - 650 A 4 A x
Pulse time 1.7 - 25.5 ms 0.1 ms x
Pulse frequency 16 - 312 Hz 2 Hz x
Background current 4 - 300 A 1 A x