7 ARC AIR GOUGING
0460 896 274
- 41 -
© ESAB AB 2013
7 ARC AIR GOUGING
Main menu → Process
With arc air gouging, a special electrode comprising a carbon rod with a copper casing is
used.
An arc is formed between the carbon rod and the workpiece, which melts the material. Air is
supplied so that the melted material is blown away.
The following electrode diameters can be selected for arc air gouging: 4.0, 5.0, 6.0, 8.0, 10
and 13 mm.
Arc air gouging is not recommended for power sources below 400 A.
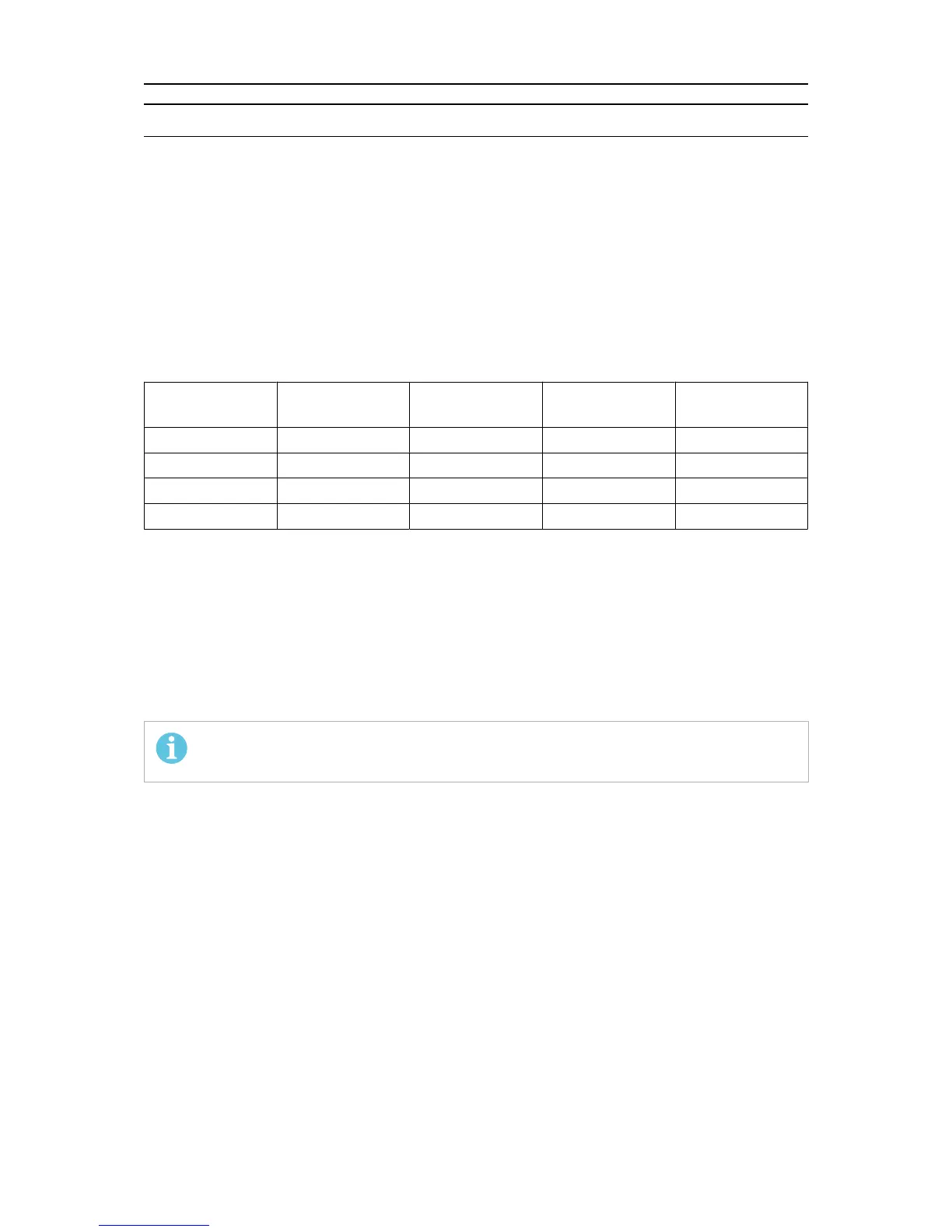
7.1 Settings in the weld data setting menu
Settings Setting range In steps of Synergy
dependent
Adjustable in
synergy
Voltage 8 - 60 V 1 V x x
Synergy* OFF or ON - - -
Inductance 0 - 100% x
Regulator type 1 - 12 1 x
*) The synergic line on delivery: 5.0 mm electrode (carbon rod).
7.2 Function explanations
Voltage
A higher voltage produces a wider weld pool, with better penetration into the workpiece.
The voltage is set in the measure screen, weld data setting or fast mode menus.
Inductance
NOTE!
The setting should not be altered.
Regulator type
Affects the short circuit process and heat in the weld.
The setting should not be altered.