6 TIG WELDING
0460 896 274
- 35 -
© ESAB AB 2013
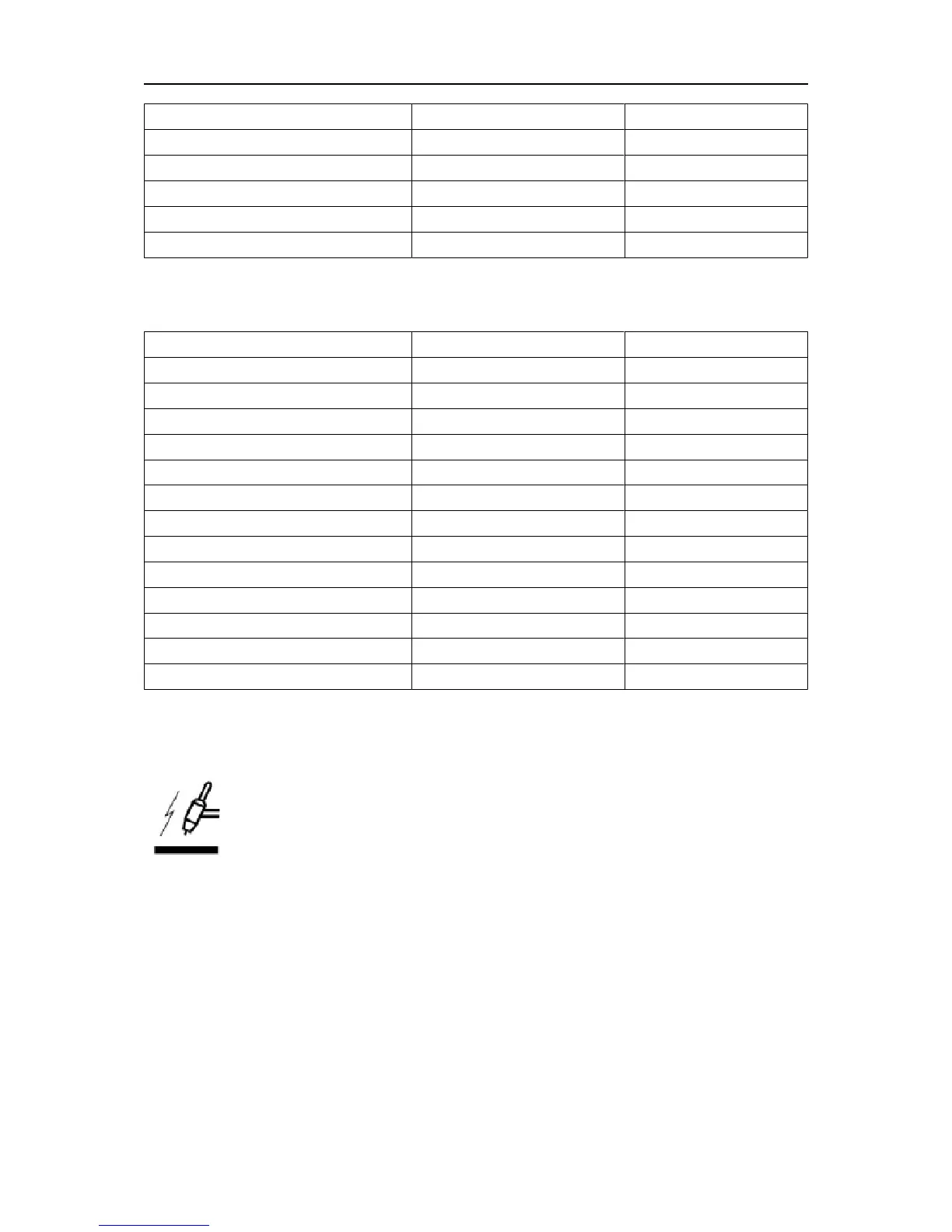
Settings Setting range In steps of
Gas post-flow 0 - 25 s 0.1 s
HF automatic start pulse OFF or ON -
HF start pulse 4 - 500 A 1 A
Setting limits 0 - 50 1
Measure limits 0 - 50 1
*) Maximum current depending on which machine type is being used.
6.1.3 TIG welding without pulsing AC
Settings Setting range In steps of
HF/LiftArc™ HF or LiftArc™ -
2/4 stroke 2 stroke or 4 stroke -
Current* 4 - 500 A 1 A
Slope up time 0 - 25 s 0.1 s
Slope down time 0 - 25 s 0.1 s
Gas pre-flow 0 - 25 s 0.1 s
Gas post-flow 0 - 25 s 0.1 s
Preheating 0 - 100 1
Frequency Hz ?
Balance % 1%
Offset A
Setting limits 0 - 50 1
Measure limits 0 - 50 1
*) Maximum current depending on which machine type is being used.
6.2 Function explanations for settings
HF start
The HF start function strikes the arc by means of a spark from the electrode to
the workpiece as the electrode is brought closer to the workpiece.