Version 24DM
Cutting speed and choice of tools 9--3
Saw tooth pitch
The choice of teeth per inch, therefore, depends on various factors:
- thesizeofthesection;
- the hardness of the material;
- workpiece wall breadth.
Very large dimensions require coarse teeth, while s mall dimensions require finer
teeth. Whatever the case, ensure that there are always at least six teeth engaged
in the cut, with reference to the thinnest vertical walls positioned transversally to
the blade.
Concerning the type of Shark machine, a first broad distinction can be made
according to the hardness of materials:
< 61 HRB > 65 HRB
<55Kg/mm
2
>65Kg/mm
2
3/4
4/6
8/12
5/8
6/10
10 / 14
MEDIUM HARD
STEELS
HARD
STEELS
MINIMUM
OPTIMUM
MAXIMUM
NO. OF TEETH PER INCH NO. OF TEETH PER INCH
Cutting speed and downstroke speed
The cutting speed (m/min) and the downstroke speed (cm
2
/min) are limited by
the heat generated around the points of the teeth. If the downstroke speed is too
high, the cut will not be straight, either vertically or horizontally.
The cutting speed depends, as indicated above, on the tensile strength of the
material (kg/mm
2
),itshardness(HRB)andthethicknessoflargestsections.The
downstroke speed depends on the material thickness. Therefore, large---section,
solid or thick---walled materials (s > 5 mm), can be cut at high speeds, providing
there is sufficient swarf removal from the blade; thin---walled materials, such as
slim piping or profiles, must be cut using low and especially constant downstroke
speeds.
Anewblademustbewornin,whichineffectmeansloweringthedownstroke
speed to about half that of normal (from 60 to 70 cm
2
/min on normal steels),
equal to a removed surface area of about 300 --- 600 cm
2
.
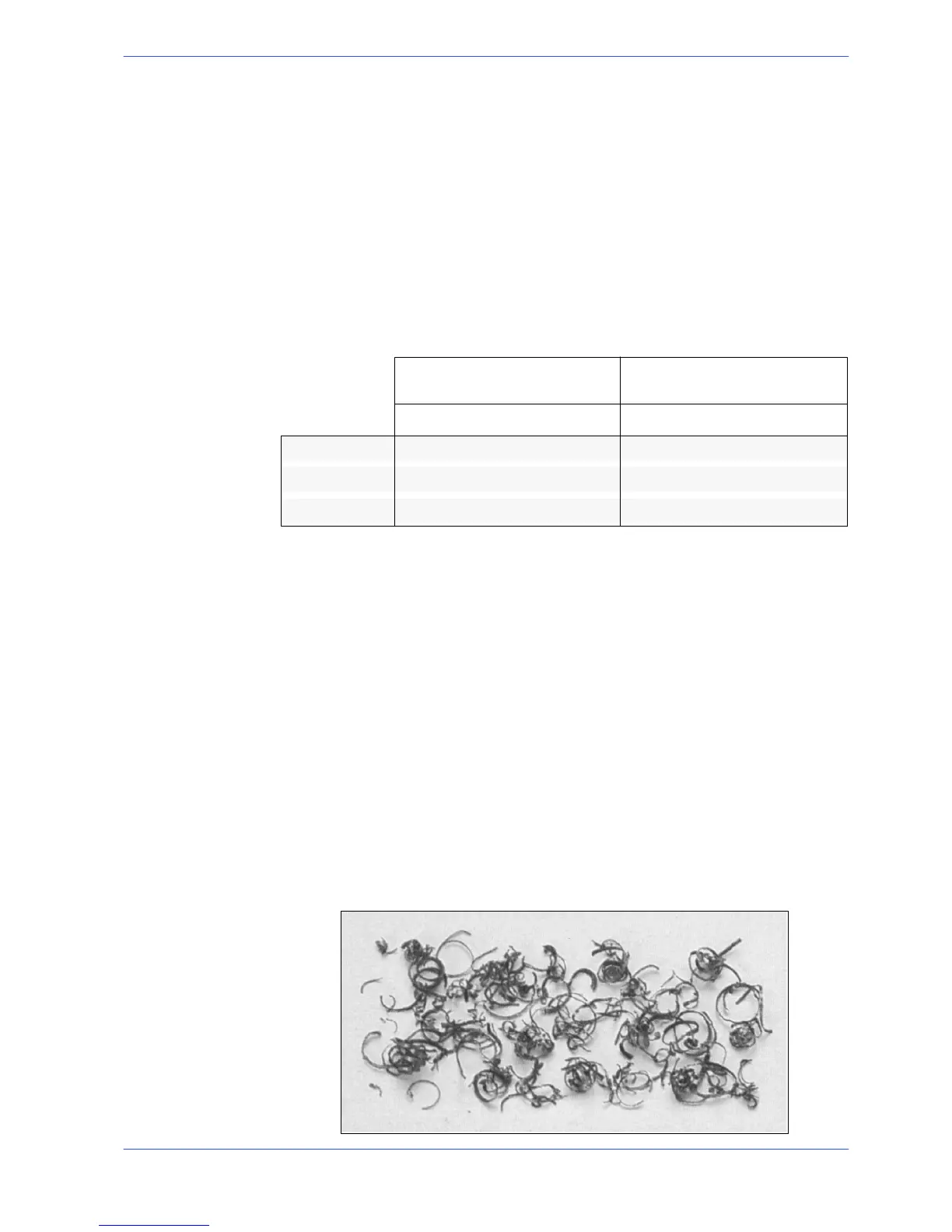
Types of swarf:
- Very fine or fragmented swarf indicates that the downstroke speed and/or cut-
ting pressure is too low.