Version 24DM
Cutting speed and choice of tools 9--5
Blade structure
The most commonly used blades are the bimetal types,i.e.manufacturedwitha
silicon steel body and having a high fatigue strength, and super high---speed steel
teeth; the two parts are welded by electronic or laser---welding.
Standardised teeth types are termed M2 and M42; the difference being that M42
teeth are harder due to the addition of cobalt to the steel used to make the teeth.
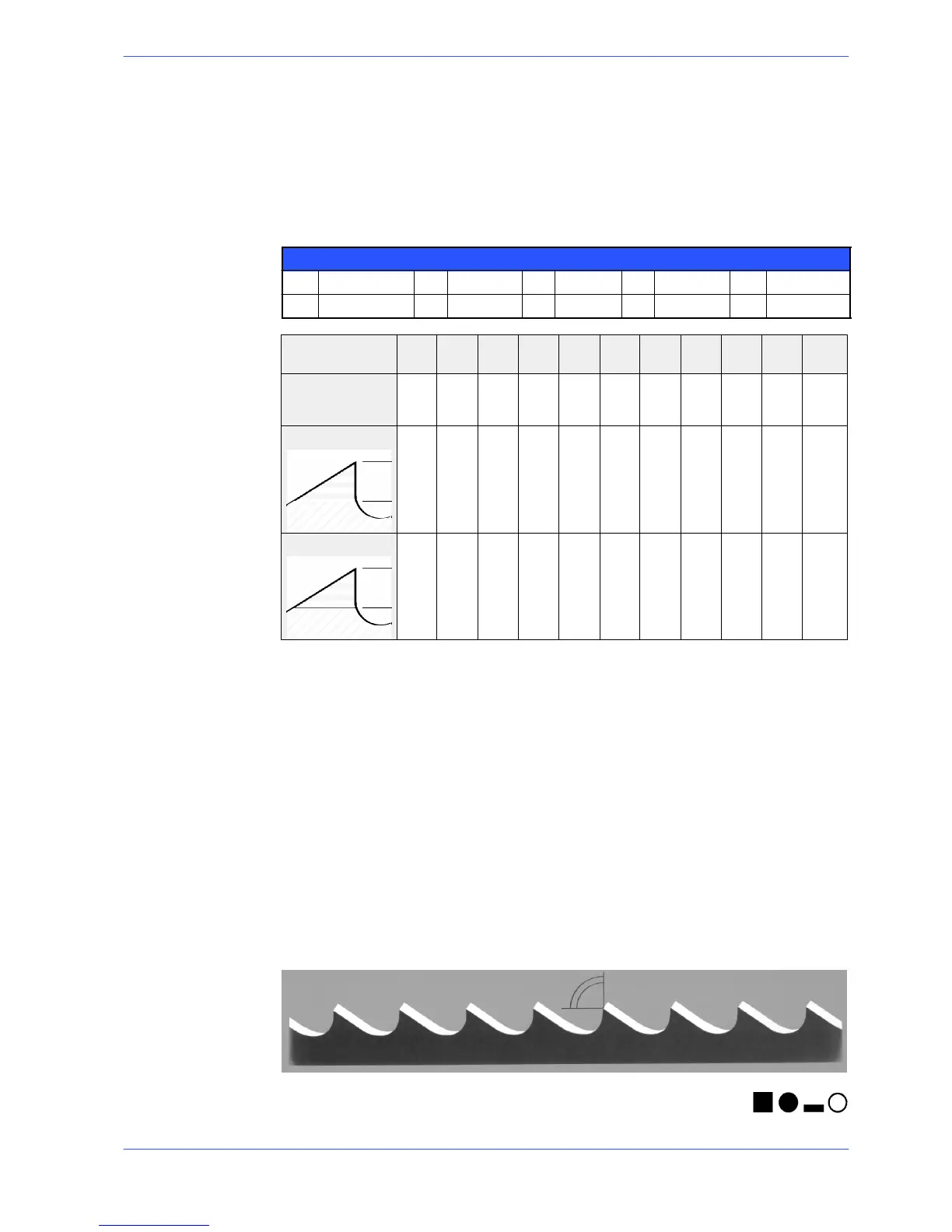
Key
Mo Molybden um Ni Nickel Si Silicon V Van a dium W Tu ngs te n
Al Aluminium C Carbon Co Cobalt Cr Chrome Mn Manganese
HSS M2
HSS M42
C Mn Si W Mo V Ni Co Al HRCCr
0,47 0,75 0,22 1,00 1,00 0,12 0,52 0,08 45--50
0,85 0,25 0,30 4,15 6,37 5,00 1,92 64--66
1,07 0,25 0,20 3,75 1,50 9,50 1,15 8,00 67--69
HRC 67--68
HRC 45--50
HRC 65--66
HRC 45--50
TYPE OF
BLADE
BLADE BODY
The numbers in the columns indicate the % content of the element in the steel.
Blade types
The blades mounted on the DM 8 G ar e 2.750 x 27 x 0.9 mm. (108.27x1.06x0.03
in.); the length can vary between 2.760 mm. (108.66 in.) and 2.740 mm. (107.87
in.), thanks to the blade tensioner device. The blades, however, apart from size
and tooth pitch, are differentiated by other geometrical characteristics which
determine their specialised uses:
- tooth cutting angle (rake), can be 0˚ or positive;
- the tooth pitch can be constant or variable;
- the set, i.e. the various teeth alignments, have many possible configurations.
Conventional rake
Cutting angle 0˚,constantpitch.
In general use, for small or medium section cast iron or steels and
rolled materials, for straight or angled cuts.
N.B.