Version 24DM
T roubleshooting 10--3
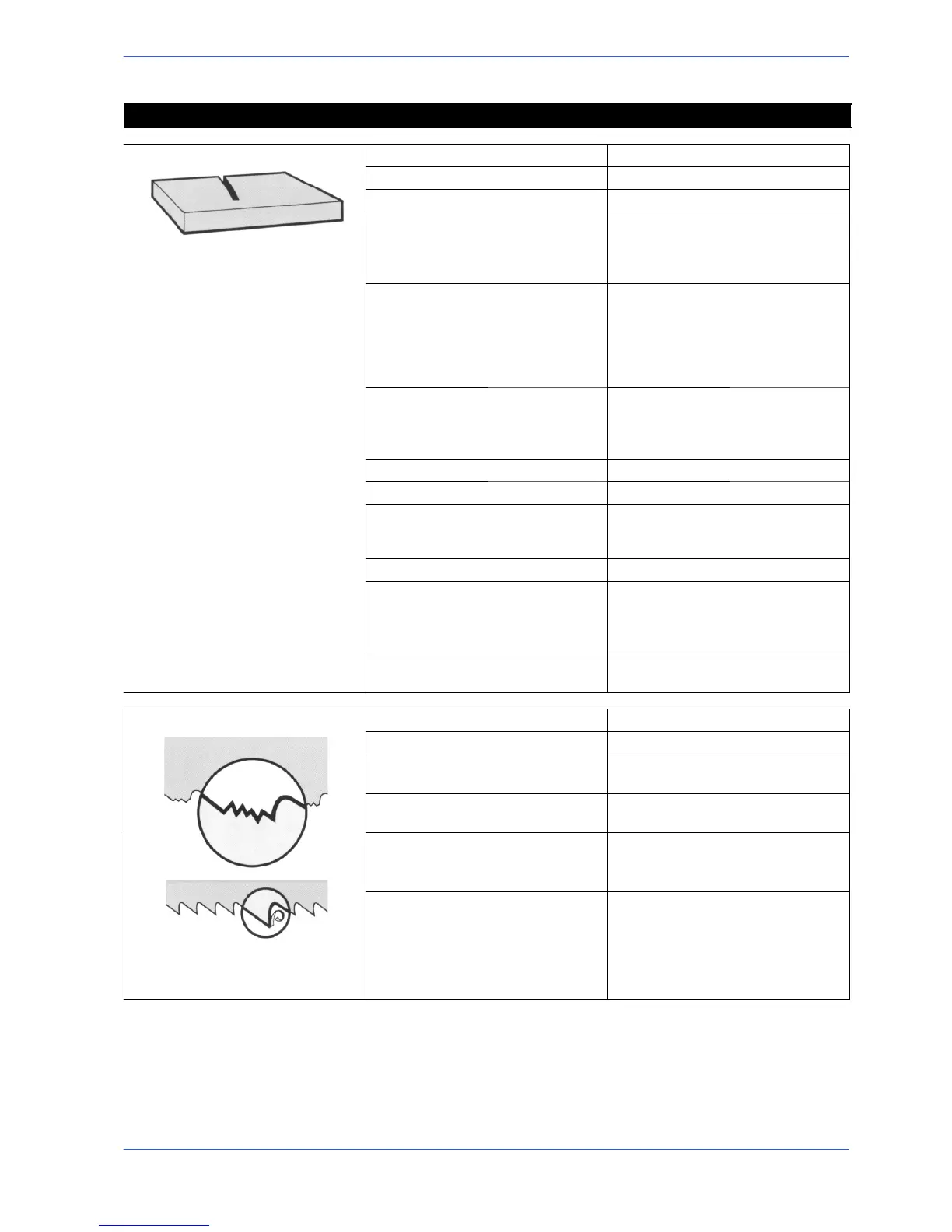
PROBLEM PROBABLE CAUSE SOLUTION
Cuts not orthogonal or inclined
' Head downstroke speed too fast .Reduce head downstroke speed
' blade guides worn .Replace
' Inserts loose .Adjust width
' Blade guide head positioned wrongly .Move mobile head up to the work-
piece using the guide plate to leave
free only that part of the blade actu-
ally needed to make the cut.
' Orthogonality of blade to workpiece
rest shoulder
.Check and realign the blade guide
heads, then reset the blade ortho-
gonality with the shoulder using the
adjustment pin at 0°; then set the
stops at 45° right and left by means
of the appropriate screws
' Perpendicularity of the blade to the
work surface
.Check and realign the blade guide
heads then adjust the blade using
the appropriate screws so that it is
perpendicular to the work surface
' Blade tension incorrect .Bring pressure up to 60 Bar
' Blade worn .Replace blade
' Tooth pitch unsuitable .Probably a blade with too many
teeth per inch is being used; change
for a coarser blade
' Cutting speed too s low .Increase the cutting speed
' Wrong coolant .Check the water and oil emulsion;
check that none of the holes or
hoses are blocked; direct the jets
correctly
' Broken teeth .Check the hardness of the material
being cut.
Broken teeth
' Cutting speed too high .Reduce cutting speed
' Downstroke speed too high .Reduce downstroke speed
' Cutting pressure too high .Check the pressure and set to cor-
rect level
' Wrong tooth pitch .Teeth too finely spaced: change the
blade for one with coarser pitch
' Tooth gullets full of swarf .Check the blade --cleaning coolant
jets
.Check blade--cleaning brush
' Swarf welded to teeth and gullets .Check blade--cleaning coolant jets
.Check the blade --cleaning brush. If
the swarf is not removed from the
blade it will be drawn back into the
cut and weld to the teeth, causing
tooth breakage