Struktura menu
- 285 -10.13
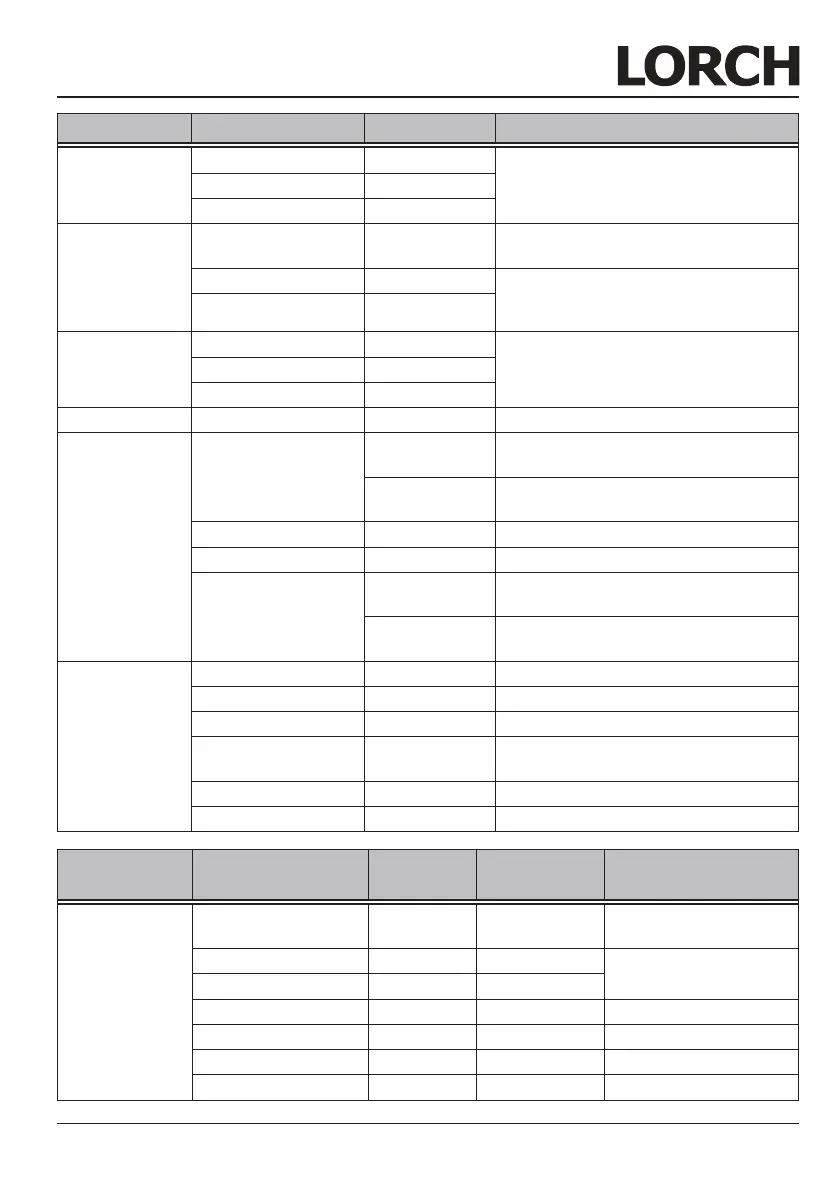
Menu glowne
Poziom 1 Poziom 2 Uwaga
JEZYK/
Language
Deutsch Wybierz język Menu.
English
Polski
Program Manual Wszystkie parametry ustawia się nieza-
leżnie (bez synergii).
SG2/3 0,8mm 82/18 Praca wg programów synergicznych za-
leżnych od typu urządzenia (Kombinacja
materiał-gaz-drut).
...
Tryb
wyświetlacza
Natężenie i napięcie Można wybrać różne ustawienia dla
wyświetlacza.
NAPIECIE SPAWANIA
PRAD SPAWANIA
Tiptronic Zobacz rodział „Tiptronic” strona 274
Opcje Typ programu EU Nazwy programów wg standardu EU
(europejskie).
AWS Nazwy programów wg standardu AWS
(American Welding Society).
Spawanie przerywane Wlacz Wyl
Do włączenia spawania przerywanego on/off.
Spawanie punktowe Wlacz Wyl
Do włączenia spawania punktowego on/off.
Nastawy Fabryczne ... reset?
Nie Tak
Master reset – powrót do wszystkich
nastaw fabrycznych.
Skasow. wszyst. Prace?
Nie Tak
Do skasowania wszystkich prac Tiptro-
nic.
DIAGNOZA Wersja fabryczna
Wersja oprogramowania.
Numer seryjny
Numer fabryczny.
KONFIGURACJA
Konguracja urządzenia.
LICZNIK CZASU
PRACY
Czas spawania w godzinach I minutach.
NAP STER 60/24V
Napięcie spawania w V.
Temp transform Temperatura w °C..
Menugłówne
Poziom 1
Ustawienia
fabryczne
Przedział Uwaga
Parametry
CZAS SPAWANIA PUNKT
1,0 s 0,1...10,0 s Dostępne tylko w spawa-
niu punktowym
Spawanie przeryw- spaw
1,0 s 0,1...10,0 s Dostępne tylko w spawa-
niu przerywanym
Spawanie przeryw-pauza
0,2 s 0,1...1,0 s
PRZEDWYPLYW GAZU
0,1 s 0,0...10,0 s
WOLNY WYSUW DRUTU
2,0 m/min 1,0...15,0 m/min
CZAS UPALANIA DRUTU
100 % 0...300 %
OPOZNIENIE WYPL GAZU
0,5 s 0,1...20,0 s
 Loading...
Loading...



