Technischespecicaties
- 126 - 10.13
17 Onderhoud
Technische specicaties
1
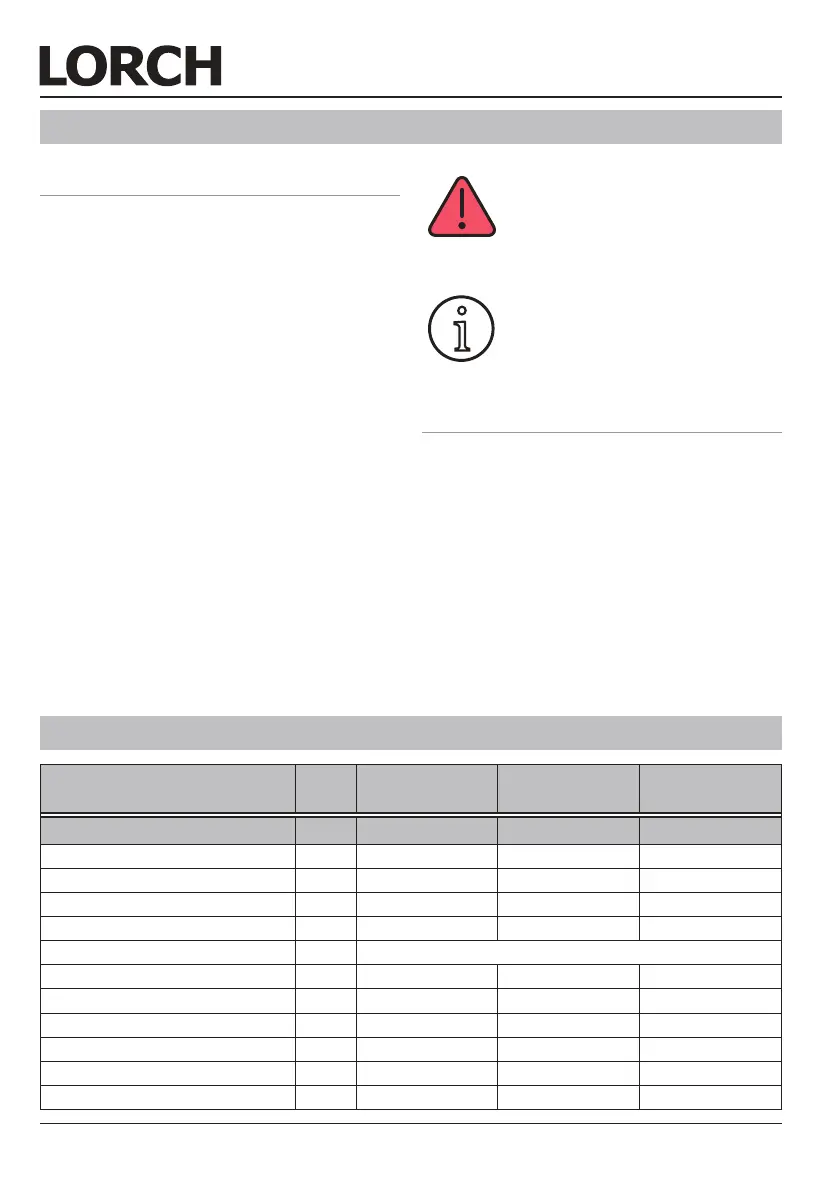
M 200 CuSi M 250 M 300
Lassen
Lasbereik (I
2min
..I
2max
) A 15..200 30..250 30..300
Lasbereik (U
2min
..U
2max
) V 14,8..24,0 15,5..26,5 15,5..29,0
Ontlaadspanning V 14,4..32,5 16,3..35,1 16,3..40,2
Spanningsinstelling
standen
21 21 21
Soort karakteristiek Kenlijn met constante spanning
Lasstroom bij ID 100% A 100 115 135
Lasstroom bij ID 60 % A 130 140 175
ID bij max. stroom % 20 20 20
toepasbare draden staal Ø mm 0,6..1,0 0,6..1,0 0,6..1,2
toepasbare draden aluminium Ø mm 1,0..1,2 1,0..1,2 1,0..1,2
toepasbare draden RVS (Inox) Ø mm 0,8..1,0 0,8..1,0 0,8..1,2
18 Technischespecicaties
17.1 Regelmatige controles
Controleer telkens voordat het apparaat
in bedrijf wordt gesteld de volgende pun-
ten op beschadiging:
– netstekker en -kabel
– lastoorts en -aansluitingen
– werkstukkabel en -verbinding
Blaas om de 2 maanden het lasapparaat
uit.
 Schakel het apparaat uit
 Trek de netstekker uit het stopcontact
 Schroef beide zijplaten van het apparaat
af
 Blaas het lasapparaat met droge perslucht
bij lage druk uit. Vermijd directe lucht-
stroom op de elektronische componenten,
om beschadigingen te voorkomen.
 Schroef beide zijplaten van het apparaat
weer vast
Voer zelf geen reparaties of
technische wijzigingen uit.
IIn dat geval vervalt de garantie en
iedere aansprakelijkheid van de
fabrikant m.b.t. het apparaat.
Voor problemen of reparaties kunt
u zich wenden tot een door Lorch
erkende dealer.
17.2 Pistoolonderhoud
 Verwijder met een geschikte speciale tang
de lasspatten van de binnenkant van het
gasspuitstuk.
 Spuit de binnenkant van het gasspuitstuk
in met een lossingsmiddel of gebruik hier-
voor een sproeierbeschermingspasta.
9 Dit voorkomt het vastbranden van de las-
spatten.

 Loading...
Loading...


