OM-278174 Page 27
F
Complete Parts List is available at www.MillerWelds.com
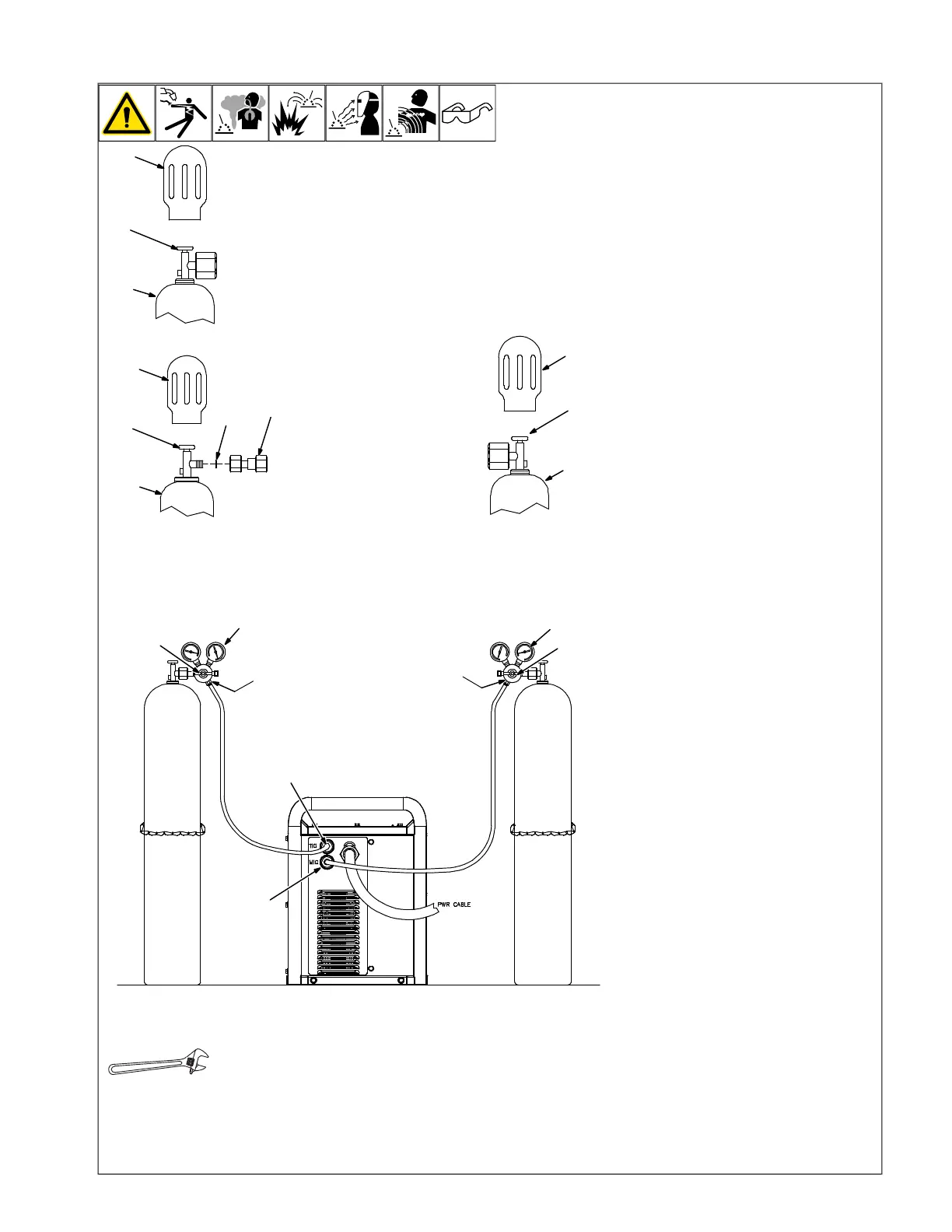
5-13. Connecting Shielding Gas Supply
Ref. 804 654-A / 275168A / 280272C
1
2
3
Argon Gas
CO
2
Gas
1
2
3
Mixed Gas
1
2
3
10
9
8
4
5
4
5
8
6
7
MIGTIG
OM-222 Page 1
allen_wrench
NGO’s
tools/
flathead philips head wrench
pliers
knife
heavy-duty workclamp light-duty workclamp wirecutter frontcutter
allen_set
needlenose
steelbrush nutdriver
chippinghammer
so
lderiron
stripcrimp
drill
torque wrench
socket wrench
hammer awl file
crimper
paintbrush
feelergauge flashlight ruler
toothbrush
greasegun
qtip (swab)
vicegrip
handream
punch
filterwrench
strapwrench
airgun
solvent pinextractor eprompuller pipewrench
torque screwdriver
crescent wrench
Obtain gas cylinder and chain to running
gear, wall, or other stationary support so cyl-
inder cannot fall and break off valve.
1 Cap
2 Cylinder Valve
Remove cap, stand to side of valve, and
open valve slightly. Gas flow blows dust and
dirt from valve. Close valve.
3 Cylinder
4 Regulator/Flowmeter
Install Regulator/Flowmeter so face is
vertical.
5 Regulator/Flowmeter Gas Hose
Connection
6 Welding Power Source CO
2
And Mixed
Gas Hose Connection
7 Welding Power Source Argon Gas Hose
Connection
Connect gas hose between regulator/flow-
meter gas hose connection, and the appro-
priate fitting for the gas type on rear of
welding power source.
8 Flow Adjust
Typical flow rate for shielding gas is 20 to
30 CFH (cubic feet per hour). Check wire
manufacturer's recommended flow rate.
9 CO
2
Adapter (Customer Supplied)
10 O-Ring (Customer Supplied)
Install adapter with O-ring between regula-
tor/flowmeter and CO
2
cylinder.