OM-225 389 Page 38
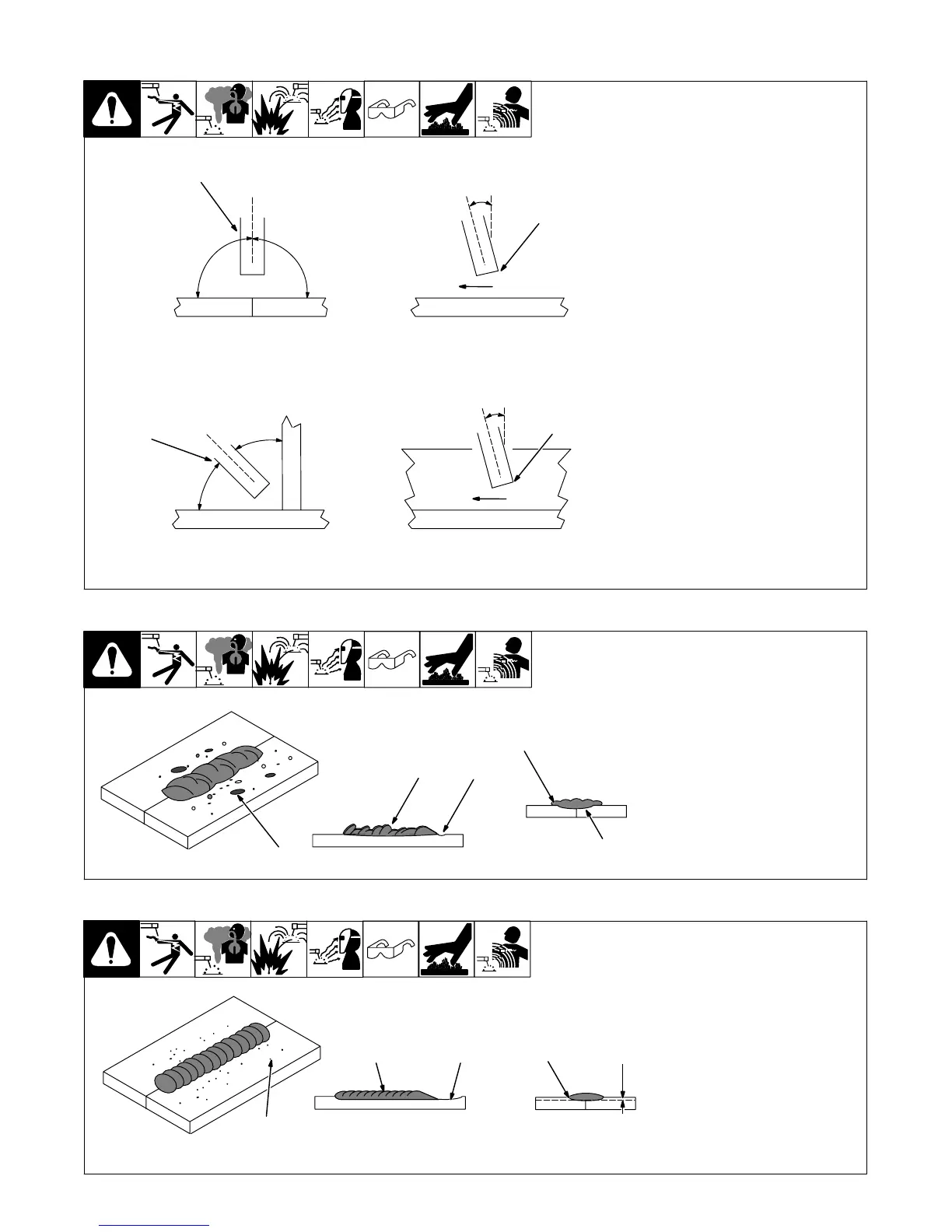
9-4. Positioning Electrode Holder
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 End View Of Work Angle
2 Side View Of Electrode Angle
1
1
2
2
Groove Welds
Fillet Welds
9-5. Poor Weld Bead Characteristics
S-0053-A
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
5
4
2
3
1
9-6. Good Weld Bead Characteristics
S-0052-B
1 Fine Spatter
2 Uniform Bead
3 Moderate Crater During
Welding
Weld a new bead or layer for each
1/8 in. (3.2 mm) thickness in met-
als being welded.
4 No Overlap
5 Good Penetration into Base
Metal
1
5234